
Page 43 - Vol.03
P. 43
Special Report 特別企劃 Tech Notes 技術專文 New Visions 新象新知 LOHAS Column 樂活園地
040 041
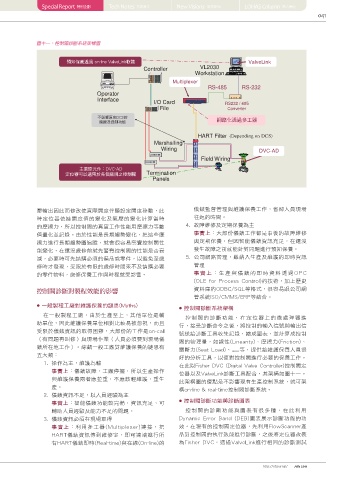
圖八、動態誤差帶測試圖 機械問題。 圖十一、控制閥診斷系統架構圖
由圖九所繪出的曲線,算出每一實際開度的摩擦
DEB圖形,可看出整個控制閥的作動性能是否良好。 力,再分析平均值、最大值、最小值。平均值與閥
150 DEB資料分析可知控制閥作動平均DEB如果大於5%, 預知保養透過 on-line ValveLink軟體 ValveLink
1st
則需要對閥做維修。作動的線性如果大於1%,則需要 填充物packing有關,不同材質的packing(如石墨、 Controller VL2030
2nd 對閥做重新校正。 Workstation
100 Best Fit 鐵夫龍PTFE等)有不同標準摩擦力,保養人員換裝
packing之後,到底鎖得太鬆或太緊,除了靠壓力鈑 Multiplexer RS-485 RS-232
Travel (%) 50 Closed 手以外,就只有靠經驗判斷,如果鎖得太鬆,就會 Operator
0 外漏;如果鎖鎖太緊,不只閥作動力被摩擦力抵消, Interface I/O Card RS232 / 485
有內漏的可能性,packing也會因過度磨耗而減損壽
File
Converter
X: 152.93
Y: 12.97 命。在這個診斷圖,除了平均摩擦力是否妥當,也 不影響原來DCS的
-50 接線及控制功能 網路化透過多工器
-50 0 50 100 150 可看最大摩擦力與最小摩擦力的比值,也可看閥關
Input (%)
PWB 斷力(Valve Seat Load),如果關斷力不夠,就會內
I/P HART Filter (Depending on DCS)
漏。除此之外,膜片是否有裂縫,彈簧彈力是否老
Relay
Marshalling
化,……,相當多的閥機械問題都可在這個診斷圖與 Wiring DVC-AD
有分析數據提供維護保養的參考。 分析數字判斷,當年度歲修APM時先對控制閥進行 Field Wiring
參考圖八,由所繪出的曲線,可以看出哪個部分 診斷,由診斷圖形與分析數字判斷是否需要拆修,或 FI ELDV UE ® I nstrument s
有問題,例如當訊號逐步增加時,開度並不呈直線 者現場維修而不需拆卸。藉由診斷圖的幫助,讓保養 主要原元件:DVC-AD
定位器可以適用於各個廠牌之控制閥 Termination
上升,表示控制閥實際開度不呈線性變化,可能需重 工作對症下藥,在有限的停俥時間,能對控制閥進行 Panels
新校正,也可由分析資料的線性數值判斷(Linearity > 必要的維護保養工作。
1%)。至於DEB(動態誤差帶)數值,每一開度都計
● 性能診斷(Performance Diagnostics)
算出一組DEB,把所有的DEB數值計算最大值、最小
由於控制閥在線上使用,由控制系統控制,不容
值、平均值,就可提供非常有用的訊息,例如平均值 壓輸出因此而修改使實際開度伴隨設定開度移動,此 儀錶監督管理與維護保養工作,省卻人員現場
許測試命令對它任意開關,所以前述三種診斷都是
過大(Average DEB > 5%),表示控制閥整體內阻力 時定位器依據開度值的變化及氣壓的變化計算當時 往返的時間。
歲修期間或製程有(By-pass)管路設計才能夠進行診
過大,控制性不佳,需要拆修。假如最大值與最小值 的摩擦力,所以控制閥的真實工作性能用摩擦力等數 4. 故障維修及定期保養為主
斷命令,稱為離線診斷(Off-process Diagnostics)。
差異過大,表示控制閥開度某些位置內阻力差異過 值量化並記錄。由於性能是長期趨勢變化,把這些摩 事實上:大部份儀錶工作都是事後的故障維修
在線上生產中(On-process)把診斷命令當成監督與
大,也是有檢修的必要。 擦力進行長期趨勢圖追蹤,就會很容易察覺控制閥性 與定期保養,但因智能儀錶資訊充足,在還沒
資料收集,檢測控制閥內部或元件狀態,此為線上 發生故障之前就能針對問題進行預知保養。
● 閥特性曲線測試(Valve Signature Test):參考圖九 能變化,在還沒歲修前就先警覺控制閥的性能是否衰
診斷(On-process Diagnostics)。一般常見定位器自 5. 公司網路管理,難納入生產及維護的即時資訊
減,必要時可先請購必須的備品或零件,以避免至歲
把控制閥由關到開,由開到關,進行一次全行程 我診斷,診斷定位器內部是否有問題,並用警報方 管理
修時才發現,受限於有限的歲修時間來不及請購必要
開關測試,並把實際開度當橫軸,輸出氣壓當縱軸畫 式通知,所以on-line連接讀取警報變得非常重要。 事實上 :生產與儀錶的即時資料透過OPC
的零件物料,歲修保養工作與時程就受影響。
成一個分析圖,這就是閥特性曲線測試圖,只看閥體 部份定位器廠家利用壓力值計算閥作動特性,算出 (OLE for Process Control)的技術,加上歷史
及驅動器的機械相關性能與問題。因為在定位器的微 當時閥工作摩擦力,此摩擦力是當時控制閥的工作 資料庫的ODBC/SQL等格式,很容易跟公司網
控制閥診斷對製程效能的影響
處理器電路板有裝設輸入與輸出氣壓訊號感應元件, 性能指標,此為線上性能診斷(On-line Performance 管系統ISO/CMMS/ERP等結合。
診斷命令會將氣壓訊號逐步送至最大,再反向減少訊 Diagnostics)。再運用長期趨勢圖與上下限方式進行 ● 一般製程工廠對維護保養的謎思(Myths)
號,來檢測機械閥桿實際的位置及氣壓的相關性。同 性能監督,以供保養人員對此控制閥的工作性能得以 ● 控制閥診斷系統架構
在一般製程工廠,由於生產至上,其他單位是輔
一開度有兩個壓力值,一個是由關到開,另一個是由 監督,在性能衰退但還沒嚴重影響製程時就事先發 控制閥的診斷功能,在定位器上的微處理器進
助單位,因此維護保養單位相對比較易被忽視,而且
開到關,因為開與關的方向有著各別不同方向的動摩 覺,並採取必要措施,這就是預知保養。 行,接受診斷命令之後,將控制的輸入信號與輸出信
受限於儀錶資訊的取得困難,大部份的工作是on-call
擦阻力。由於壓力乘以膜片面積就是力,由此確實的 參考圖十,控制閥在線上由控制系統控制,閥設 號送給診斷工具收集記錄,繪成圖表,並計算成控制
(有問題再叫修)與現場作業(人員必須要到現場儀
力去計算摩擦力、關斷力等,才能確實分析控制閥的 定開度伴隨控制系統的控制需求而變化,定位器的氣 閥的物理量,如線性(Linearity)、摩擦力(Friction)、
錶所在地工作)。綜觀一般工廠對維護保養的謎思有
關斷力(Seat Load)、......等,提供給維護保養人員很
五大類:
圖九、閥特性曲線測試圖 圖十、控制閥線上性能診斷摩擦力值 好的分析工具,以便對控制閥進行必要的保養工作。
1. 操作為主,維護為輔
在此以Fisher DVC (Digital Valve Controller)控制閥定
Able to diagnose Packing condition(診斷packing問題) 事實上:儀錶故障,工廠停擺,所以生產操作
Able to diagnose Seat & Plug wear(診斷閥座/塞磨損問題) 性能診斷 位器以及ValveLink診斷工具配合,其架構如圖十一。
25
1st Able to determine Actuator leakage(診斷驅動器洩漏問題) 將現場控制閥性能顯 與維護保養兩者應並重,不應該輕維護,重生 此架構圖的優點是不影響現有生產控制系統,就可架
示到您的管理工具
2nd
產。
20
Actuator Pressure (psi) 15 Closed Valve Signature 圖形,可看出控制閥機械 • View multiple plots 2. 儀錶資訊不足,以人員經驗為主 ● 控制閥診斷功能與診斷圖表
構on-line & real-time控制閥診斷系統。
Best Fit
事實上:智能儀錶功能較完備,資訊充足,可
• Pause/FF/Reverse
10
• Time Slide-bar
控制閥的診斷功能與圖表有很多種,在此利用
輔助人員經驗及能力不足的問題。
• Avg. Friction
0 5 問題 (Valve Body and Actuator)。 X: 1.05 • Avg. Dead Band 3. 儀錶資訊必須在現場取得 Dynamic Error Band (DEB)圖表展示診斷功能的功
效。在現有的控制閥定位器,先利用FlowScanner產
事實上:利用多工器(Multiplexer)連接,把
Y: 10.12
-5 品對控制閥的執行效能進行診斷,之後將定位器改裝
-0.4 -0.2 0 0.2 0.4 0.6 0.8 1.0 HART儀錶資訊傳到維修室,即可遠端進行所
Travel (in) 有HART儀錶即時(Real-time)與在線(On-line)的 為Fisher DVC,透過ValveLink進行相同的診斷測試
控制閥在DCS控制下的工作摩擦力及DeadBand
NEW FAB TECHNOLOGY JOURNAL http://nfjournal/ July 2011