
Page 45 - Vol.03
P. 45
Special Report 特別企劃 Tech Notes 技術專文 New Visions 新象新知 LOHAS Column 樂活園地
042 043
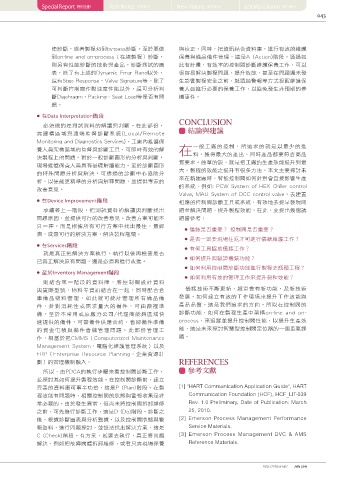
圖十二、控制閥定位器改善前後的作動關係圖 俥診斷,或者製程切到by-pass診斷。至於要做 與校正。同時,把資訊結合資料庫,進行有效的維護
到on-line and on-process(在線製程)診斷, 保養與備品備件管理,這是A (Action)階段。透過如
則另有性能診斷的技術與產品。診斷測試的圖 此有計畫,有效率的控制閥診斷維護保養工作,可以
表,除了有上述的Dynamic Error Band以外, 很容易解決製程問題,提升效能,甚至在問題還未發
還有Step Response、Valve Signature等。除了 生影響製程安全之前,就透過警報等方式提醒維護保
可判斷控制閥作動速度性能以外,還可分析判 養人員進行必要的保養工作,以避免發生非預期的停
斷Diaphragm、Packing、Seat Load等是否有問 機事件。
題。
● 在Data Interpretation階段
鄒李達 Li-Da Chou With DVC/VL CONCLUSION
必須做的是測試資料的解讀與判斷。在此部份,
新廠規劃暨工程處 F15CP2 結論與建議
With Existing Positioner test by Flow Scanner 需建構區域與遠端監督診斷系統(Local/Remote
從十五年前退伍後就進入台積
Parameter FV-11019 FV-11019 Fisher Monitoring and Diagnostics Services)。工廠內維護保
廠務的大家庭,在台積找到人
Valve Type 6" #3006 6#300 Recommend 一般工廠的控制,所追求的就是以最少的進
生的伴侶、迎接兩個寶貝,擁 養人員架構區域的監督與診斷工具,可即時有效的解 在
有幸福的家庭;本身熱愛大自 Zero Travel 4.67 mADC 4.00 mADC 決製程上的問題。對於一般診斷圖形的分析與判斷, 料,獲得最大的產出,同時產品都要符合高品
然、旅行及運動。感恩公司賜 Full Travel 20.74 mADC 19.90 mADC 質要求。簡單的說,就是把工廠的生產效能提升到最
現場維護保養人員具有基礎解讀能力。至於診斷圖形
予機會派任各個新舊廠區累積 Average DEB 9.08 1.09 < 5.0 大。製程的效能之提升有很多方法,本文主要探討未
豐富的建廠及運轉經驗,同時 Maximum DEB 17.50 2.23 的特殊問題分析與解決,可透過的診斷中心協助分
有機會生活在不同的環境,讓 析,以便能更精準的分析與解釋問題,並提供專家的 來在新建廠時,智能控制閥如何針對會直接影響生產
Minimum DEB 6.40 1.53
自己的視野及心胸更開闊。 Dynamic Linearity 改善意見。 的系統,例如: PCW System of HEX Chiller control
E-Mail. ldchoua@tsmc.com 2.45 0.45 < 1.0 Valve, MAU System of DCC control valve,去建置
DEB = Dynamic Error Band
● 在Device Improvement階段
相應的控制閥診斷工具或系統,有效地去提早發現問
承續著上一階段,把測試資料的解讀與判斷找出 題並解決問題,提升製程效能。在此,要提出幾個議
問題原因,並提供可行的改善意見。改善方案可能不 題當參考:
只一種,而是根據所有可行方案中找出最佳,最經
工作,可得圖十二的參考圖表。橫座標是控制閥的設 由資料庫中的各種顏色標示,就容易追蹤哪一 ● 儀錶是否重要? 控制閥是否重要?
濟,或最可行的解決方案,解決製程瓶頸。
定開度,縱座標是閥軸的實際開度,診斷測試動作是 些控制閥容易發生哪幾種故障現象,也容易根 ● 是否一定要現場往返才可進行儀錶維護工作?
由關到開,再由開到關,邊動作邊把資料送給診斷工 據這些資料提出對應的改善或預防措施。 ● 在Services階段 ● 有何工具協助儀錶工作?
具記錄,再由診斷工具繪出圖表。在此圖(Dynamic 2. 狀態及警報的監督:控制閥的內部診斷狀態與 就是真正把解決方案執行。執行以後再檢查是否
● 如何提升與驗證儀錶功能?
Error Band)的關係,越接近一條直線越好。由分析 警報訊息,可即時通知維護保養人員事先預防 已真正解決原有問題,還是必須再進行改進。
● 如何利用控制閥診斷功能進行製程去瓶頸工程?
數據Dynamic Linearity的數值比較,改善前2.45,改 問題發生,以避免異常的停俥事故發生,減少 ● 至於Inventory Management階段
善後0.45,原廠建議值小於1.0,很明顯改善後的控 生產、工安、環保等事件。當發生警報,並不 ● 如何利用有效的管理工作來提升製程效能?
則結合第一階段的資料庫,將控制閥設計資料
制線性比較精準。至於Average DEB,改善前9.08, 代表控制閥已故障失能,可能代表控制閥性能
與實際型號,物料等資訊結合在一起,同時配合倉 儀錶技術不斷更新,經常會有新功能,及新技術
改善後1.09,原廠建議值小於5.0。很明顯的控制閥 已衰退到某個危險程度(預設值)。維護保養
庫備品物料管理,如此就可統計管理所有備品備 發展。如何建立有效的工作環境來提升工作效能與
Dead Band經定位器更換後,有很明顯的改善。 人員如果由狀態與警報資訊仍無法斷定原因,
件,針對消耗性或需求量大的備件,可由廠裡準 產品品質,這是我們追求的方向。所以在控制閥的
由於改善前後的控制閥作動性能圖表以對比方式 並不一定要先拆修控制閥,可先對控制閥進行
備,至於不常用或原廠分公司/代理商能夠區域快 診斷功能,如何在製程生產中架構on-line and on-
展現,可一目了然地看出控制閥改善的情形,只針 測試診斷工作,再決定下一步工作。
速提供的備件,可簽備件供應合約,省卻備件準備 process,來追蹤並提升控制閥性能,以提升生產效
對定位器更換,並不更改閥體(Valve Body)與驅動器 3. 測試資料的收集:控制閥的測試資料很多種,
的資金屯積與備件倉儲管理問題。此部份管理工 能,這是未來探討智慧型控制閥定位器的一個重要課
(Actuator),對控制閥的執行效能有很明顯的改善, 但因大多數的測試動作會影響控制閥的開關
作,相當於把CMMS(Computerized Maintenance 題。
也對製程控制的穩定性有所提升,也就對生產效能有 與開度,也就會影響生產製程的正常操作,
Management System,電腦化維護管理系統)以及
很明顯的幫助。 所以大部份的診斷測試工作是on-line but off-
ERP(Enterprise Resource Planning,企業資源計
process(在線,但無製程操作),也就是停
劃)的管理機制融入。 REFERENCES
控制閥診斷與製程效能改善的執行步驟
所以,由PDCA的執行步驟來看控制閥診斷工作, 參考文獻
控制閥診斷與製程效能改善的計劃工作,如同品 圖十三、製程效能改善方法 並探討其如何提升製程效能。在控制閥診斷前,建立
完善的資料庫可事半功倍,這是P (Plan)階段。在製 [1] "HART Communication Application Guide", HART
管手法的PDCA,請參考圖十三。 Performance Services are implemented by the following manaer.
程效能有問題時,相關控制閥的狀態與警報收集是非 Communication Foundation (HCF), HCF_LIT-039
● 在Device Diagnostics階段,必須先做的是 Device Data Device 常必要的。由於發生異常,但尚未將控制閥拆卸維修 Rev. 1.0 Preliminary, Date of Publication: March
Diagnostics Interpretation Improvement
1. 控制閥資料庫的建立:將控制閥資料建立資料 之前,可先進行診斷工作,這是D (Do)階段。診斷之 25, 2010.
庫,包括設計值及採購型號等所有資料,建立 後,根據診斷圖表與分析數據,以及控制閥狀態與警 [2] Emerson Process Management Performance
一個容易搜尋與使用的資料庫。並將特殊的資 報資料,進行問題探討,並設法找出解決方案,這是 Service Materials.
料以不同的顏色區分,例如高壓,腐蝕性等, Inventory Services C (Check)階段。有方案,就要去執行,真正將問題 [3] Emerson Process Management DVC & AMS
由於這些是控制閥容易發生故障的原因,所以 Management 解決,例如把故障閥體拆卸維修,或者只需現場保養 Reference Materials.
NEW FAB TECHNOLOGY JOURNAL http://nfjournal/ July 2011