
Page 14 - Vol.03
P. 14
Special Report 特別企劃 Tech Notes 技術專文 New Visions 新象新知 LOHAS Column 樂活園地
012 013
表一、PP 管線熱融對接 (Butt Fusion Joint) 操作參數 (7) 表五、管線工程所需機具及工時分析表 Pipe Material : PP / Type of Welding Tool : Butt Fusion
Setting, "Quantity of "Welding Tool and "Time Required per "Time Required to Complete the
Move, Facing, Build-up "Pipe Size (1)
Pipe size of Measuring Cleaning and Alignment Changeover Pressure Cooling Total Time Segment No. 管徑" Welding Joints Quantity Welding Joint Segment (2)
PN10 Wall Thickness and Cutting Planing Bead Width (1) Heat Soaking Time Time (3) Time (4) Required 預製管 接口數量" 熱融機型及數量" 接口融接單位時間" 完成該預製管線總時間"
(2)
Time
壓力等級PN10 管壁厚度 搬運, 尺寸丈 機台準備, 管 加溫、加壓達 熱浸透時間 加熱板移除 加壓融合 冷卻時間 總需求時間 (mm) - - (min/joint) (min) (hr)
之管外徑 (mm) 到焊疤寬度 時間 < 50 0 - 19 0 0
(mm, PN10) 量及裁切 面校正, 清潔 (mm) (sec) (Max. sec) 時間 (Min. minute) (min)
(min) 及刨平 (sec) 50 ~ 75 14 GF 160 x 1 set 23 322 5.4
(min) Pretreatment -A01 90 ~ 125 0 - 35 0 0
< 50 < 4.5 6 ~ 8 4 0.5 135 5 6 6 18 ~ 20 140 ~ 200 0 - 53 0 0
50 ~ 75 4.5 ~ 7.0 6 ~ 8 4 0.5 135 ~ 175 5 ~ 6 6 ~ 7 6 ~ 12 18 ~ 28 225 ~ 280 0 - 76 0 0
90 ~ 125 7.0 ~ 12.0 8 ~ 10 6 1.0 175 ~ 245 6 ~ 7 7 ~ 11 12 ~ 20 29 ~ 41
140 ~ 200 12.0 ~ 19.0 13 ~ 17 8 1.0 245 ~ 330 7 ~ 9 11 ~ 17 20 ~ 30 45 ~ 61 表六、PP 及PVDF管線工程所需人力表
225 ~ 280 19.0 ~ 26.0 20 ~ 24 12 1.5 330 ~ 400 9 ~ 11 17 ~ 22 30 ~ 40 67 ~ 84
315 ~ 400 26.0 ~ 37.0 30 ~ 36 16 2.0 400 ~ 485 11 ~ 14 22 ~ 32 40 ~ 55 93 ~ 116 "管徑 "熱融機操作技術工 "管工及管線安裝工
> 450 37.0 ~ 50.0 40 ~ 50 20 2.5 485 ~ 560 14 ~ 17 32 ~ 43 55 ~ 70 124 ~ 150 (OD, mm)" 適用之熱融對接機 (人/機台)" (人/機台)"
"George Fischer GF 160
表二、PVDF管線熱融對接 (Butt Fusion Joint) 操作參數 George Fischer GF 250
32 ~ 160 George Fischer GF 315 0.5 人 (1) 1 ~ 2人
Setting, George Fischer IR 63 (Plus)
Move, Facing, Alignment Changeover Build-up George Fischer IR 225 (Plus)"
Measuring Cleaning and Heat Soaking Pressure Total Time
Pipe size -OD Wall Thickness Bead Width Time Cooling Time Required
PVDF管外徑 管壁厚度 and Cutting Planing 加溫、加壓達 Time 加熱板移除 Time 冷卻時間 "George Fischer GF 250
搬運, 尺寸丈 機台準備, 管 熱浸透時間 加壓融合 總需求時間
(mm) (mm) 到焊疤寬度 時間 (Min. minute) 200 ~ 250 George Fischer GF 315 0.5 人 2 ~ 3人
(1)
量及裁切 面校正, 清潔 (sec) 時間 (min)
(mm) (Max. sec) George Fischer IR 225 (Plus)"
(min) 及刨平 (sec)
(min) "George Fischer GF 315
20 ~ 63 (PN16) 1.9 ~ 3.5 6 ~ 8 4 0.5 59 ~ 75 3 3 ~ 4 5 ~ 6 16 ~ 20 > 250 George Fischer GF 500" 0.5 人 3 ~4人
"75 ~ 110 (PN16)
125 ~ 160 (PN10)" 3.5 ~ 5.5 12 ~ 16 8 0.5 75 ~ 95 3 4 ~ 5 6 ~ 8.5 27 ~ 35 註(1) : 熱融對接技術工通常一人可以交替操作兩台熱融機。
200 ~ 225 (PN10) 5.5 ~ 10.0 19 ~ 23 12 0.5 ~ 1.0 95 ~ 140 4 5 ~ 7 8.5 ~ 14 41 ~ 52
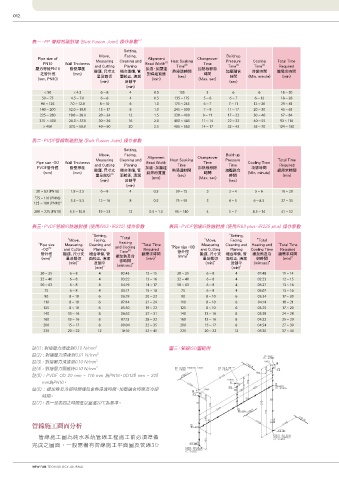
圖四、PP或PVDF管線段之施工活動圖
表三、PVDF管線IR熱融對接 (使用IR63,IR225) 操作參數 表四、PVDF管線IR熱融對接 (使用IR63 plus,IR225 plus) 操作參數 A 段丈量、 A 段熱 A 段預 B 段 C 段 N 段
開始 結束
搬運及裁切 融對接 製完成 安裝 安裝 安裝
"Setting, "Setting,
"Move, Facing, "Total "Move, Facing, "Total
Heating
"Pipe size Measuring Cleaning and and Cooling "Total Time "Pipe size -OD Measuring Cleaning and Heating and "Total Time
(5)
-OD and Cutting Planing (6) Required and Cutting Planing Cooling Time Required B 段丈量、 B 段熱 B 段預 C 段丈量、 C 段熱 C 段預 N 段預
Time
管外徑 搬運, 尺寸丈 機台準備, 管 總加熱及冷 總需求時間 管外徑 搬運, 尺寸丈 機台準備, 管 總加熱及冷 總需求時間 搬運及裁切 融對接 製完成 搬運及裁切 融對接 製完成 製完成
(mm)"
(mm)" 量及裁切 面校正, 清潔 卻時間 (min)" 量及裁切 面校正, 清潔 卻時間 (min)"
(min)" 及刨平 (min:sec)" (min)" 及刨平 (min:sec)"
(min)" (min)"
20 ~ 25 6 ~ 8 4 02:43 12 ~ 15 20 ~ 25 6 ~ 8 4 01:48 11 ~ 14
32 ~ 40 6 ~ 8 4 03:22 13 ~ 16 32 ~ 40 6 ~ 8 4 02:23 12 ~ 15
50 ~ 63 6 ~ 8 4 04:19 14 ~ 17 50 ~ 63 6 ~ 8 4 03:27 13 ~ 16 圖或稱ISO 圖 (Isometric Drawings)。若欲分析管 長,實際操作上,現場一位熱融對接的技術工可以同
75 6 ~ 8 4 05:17 15 ~ 18 75 6 ~ 8 4 03:07 13 ~ 16 線工程所需之焊口數量,ISO圖就必須具備。例如圖 時操作兩台機台。除熱融對接技術工外,另需搭配若
90 8 ~ 10 6 06:19 20 ~ 23 90 8 ~ 10 6 03:34 17 ~ 20
110 8 ~ 10 6 07:44 21 ~ 24 110 8 ~ 10 6 04:14 18 ~ 21 三為十二廠純水系統中某一PP管線段之ISO圖,由圖 干管工及安裝工才能完成管線的安裝;管工負責現場
125 8 ~ 10 6 05:50 19 ~ 22 125 8 ~ 10 6 03:25 17 ~ 20 中可清楚得知該段管線須完成OD 75 mm (相當於 尺寸丈量,管線裁切及搬運;安裝工負責將預置完成
140 13 ~ 16 8 06:32 27 ~ 31 140 13 ~ 16 8 03:38 24 ~ 28
160 13 ~ 16 8 07:13 28 ~ 32 160 13 ~ 16 8 04:23 25 ~ 29 80A)的接口數14口。(三組同徑三通:OD75 mm x 的管線及閥件安裝。表六為針對PP及PVDF管線施工
200 15 ~ 17 8 09:04 32 ~ 35 200 15 ~ 17 8 04:54 27 ~ 30 9 口,五組法蘭接頭:OD75 mm x 5口) 所需搭配之人力配置表,提供作為人力預估之參考。
225 20 ~ 22 12 10:10 42 ~ 45 225 20 ~ 22 12 05:30 37 ~ 40
熱熔機具、工時及人力之估算 施工面管理
註(1) : 對接壓力須達到0.10 N/mm 2 圖三、管線ISO圖範例
註(2) : 對接壓力須達到0.01 N/mm 2 完成管線施工圖面分析後,可統計出專案中PP及 在文中第一節中已提及,配管工程是純水系統專
註(3) : 對接壓力須達到0.10 N/mm 2 PVDF管線工程所需熱融完成的口徑及總數量。根據 案要徑上最費時的活動,尤其是PP及PVDF管線的安
註(4) : 對接壓力需維持0.10 N/mm 2
這些口徑及總數量,再套入前述章節中的熱融對接數 裝。再分析PP及PVDF管線工程活動,熱融對接將是
註(5) : PVDF OD 20 mm ~ 110 mm 為PN16。OD125 mm ~ 225
據,可推算出所需之機台數量及時間。再以圖三之管 要徑中最費時的活動項目。圖四為以一熱融機台安裝
mm為PN10。
註(6) : 總加熱及冷卻時間僅包含熱浸透時間,加壓融合時間及冷卻 線段為例,簡單的作一分析如表五。 PP或PVDF管線段施工活動之PDM 及CPM圖(粗線
時間。 由此表可知,OD75 mm的接口數量有14個,每 為要徑)。
註(7) : 表一至表四之時間是以室溫20℃為基準。 一個接口平均需時23分鐘,若以一台George Fischer 在現場的施工管理上,最重要是掌控熱融對接的
SG160 熱融對接機不間斷施作,完成該段約耗時 效率,也就是掌控預製管線的效率。因為安裝預製完
322分鐘,約5.4小時(不含管線安裝時間)。 成的管線段,或安裝附屬閥件需時較熱融對接短,且
管線施工圖面分析
施作熱融對接的技術工是必須接受過專業訓練並 安裝人力與操作熱融機的技術工並不相衝突,可以併
管線施工圖為純水系統管線工程施工前必須準備 於現場完成測試的,一台熱融對接機原則上由一個熱 行施工。有時可以增加熱融機的技術工的工時,而
完成之圖面,一般需備有管線施工平面圖及管線3D 融對接技術工操作,但因等待管線融合及冷卻時間較 安裝工則並不需加時工作。所以,完成一個以PP及
NEW FAB TECHNOLOGY JOURNAL http://nfjournal/ July 2011