
Page 16 - Vol.03
P. 16
Special Report 特別企劃 Tech Notes 技術專文 New Visions 新象新知 LOHAS Column 樂活園地
014 015
PVDF為主之純水系統工程,掌控熱融對接的效率, 八時三十分至下午九時,期間休息時間約3.5小時 ● IR225 及IR63: 及施工管理模式之可靠性。
對整體工時的縮短最為直接、有效。 (午、晚膳及兩至三次休息),再扣除每日整理整頓 各需一台。
及低工作效率時間,估計平均每日實際約工作6.0小 Conclusion
時。週末及例假日之施工時間自上午八時三十分至下
配管工程人力評估 結論與建議
Result/Discussion 午五時,估計實際工作約5.5小時。因此每週工作時
結果與分析 數約41小時,50個工作天約有293工作小時。 依據機台數量並參照表六之人力安排,估算出平
均出工之配管人力約為32 ~ 38人。(PVDF管線數 過系統化的施工數據分析及專案管理模式,確
可施工之工時決定後,便可依表一至四之數據, 透
量少工時短,可與PP配管人力共用。)其中熱融對 實能達成預期規劃之工時,並能有效縮短專
台 積電十二廠某期工程於一月份動土,計劃於該 規劃出機台數量。本次超純水專案系統端之PP管材 接技術工6 ~ 7人,管工及安裝工25 ~ 32人。因現 案工期,進而節省專案成本,以台積電十二廠純水
年十二月初完工,並進行生產設備移入裝機。
使用之熱融對接機以George Fischer GF160,GF250
場自走高架作業車及電動捲揚機等施工機具已使用 專案為例,驗證了其可靠性。除PP/PVDF管線工程
而其中之超純水系統於該年七月十日開始,才陸續移 及GF315為主。為控制施工品質,各機台均要求搭
普及,一般而言安裝工所需工時較短,通常不需加 外,其他之系統工程等也可以依此邏輯模式發展其
入純水設備進行安裝。因進場時間受到延誤,建廠團 配油壓及自動控溫裝置(SUVI 400 CNC Control
時工作,因此安裝工人數可視現場進度調配。 施工數據,進而掌控工期。
隊乃研擬此施工數據分析及專案管理模式,期能將 Unit)。PVDF管材要求以IR熱融對接機施工,以
系統端(指從原水泵浦到超過濾器Ultra Filters之出口 IR63及IR225為主。各機台之需求估算如下: 每日進度追蹤管理
端)之PP/PVDF管線工程於50工作天內完成,並於
● GF315(可施作OD 90 ~ 315 mm):
期間設立若干中途檢查點(Check Points),查核進 配管工程開始後,建廠團隊依上述之配管數據分
需備四台(1,071hr / 293hr/set = 3.6sets), References
度與修正施工數據。玆將當初之規劃分析詳述如后: 析每日逐一檢視配管完成數量,並依機台數及工時
主要規劃施作OD 315 ~ 250之PP管線。 參考文獻
要求廠商達成每日之應完成量。若遇進度落後時,
● GF250(可施作OD 75 ~ 250 mm):
PP/PVDF管線工程施工數量分析 則要求廠商增加工時、或增加熱融焊接機、或增加
需備五台(1,222hr / 293hr/set = 4.2 人力,以達成應完成之計劃量。若進度超前,則適 [1] George Fischer, Plastic Piping System
首先依據管線平面圖及ISO圖,統計出純水系統端 sets),主要規劃施作OD 200 ~ 160之PP管 度調節加班工時。
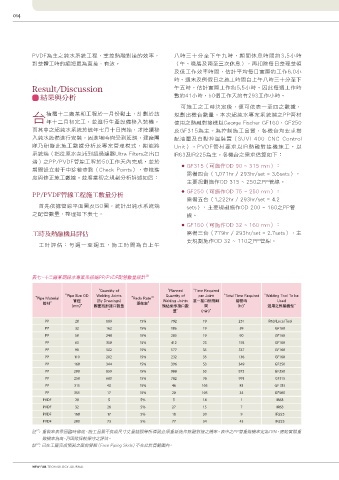
之配管數量,整理如下表七。 線。 [2] George Fischer, Complete Line of Equipment
for the Thermoplastic Pipe Cutting and Joining
● GF160(可施作OD 32 ~ 160 mm): 執行成果 [3] George Fischer, Contact Butt Fusion
工時及熱融機具評估 需備三台(779hr / 293hr/set = 2.7sets),主
依上述之規劃及每日進度追蹤,台積電十二廠 Technology
要規劃施作OD 32 ~ 110之PP管線。
工時評估:每週一至週五,施工時間為自上午 純水系統端PP/PVDF之配管工程從八月二十日開 [4 George Fischer, Infrared Butt Fusion
始施作,於十月十五日完成全部管線工程,並開始 Technology, A Definite Plus in Speed,
著手進行管線試壓工作。該專案依此管理模式進行 Profitability and Reliability
規劃與進度管理,整個的配管工期如當初之規劃,
[5] IPS Flow System, Installing Plastic Pipes, Butt
表七、十二廠某期純水專案系統端PP/PVDF配管數量統計 (2) 使用了50個工作天,完成了PP/PVDF 焊接口數量
Fusion Welding of Polypropylene
達22,000 dia.-inch,安裝數量約達51,800英吋-米
"Quantity of "Planned "Time Required
"Pipe Size OD Welding Joints Quantity of per Joint "Total Time Required "Welding Tool To be (inch-meter)。此一成果,驗證了這一系統化之分析
"Pipe Material "Redo Rate (1)
管徑 (By Drawings) Welding Joints 單一接口所需時 總需時 Used
管材" 重做率"
(mm)" 圖面統計接口數量 預估施作接口數 間 (hr)" 選用之熱融機型"
" 量" (min)"
PP 20 689 15% 792 19 251 IR63/Local Tool
PP 32 162 15% 186 19 59 GF160
PP 50 248 15% 285 19 90 GF160
PP 63 358 15% 412 23 158 GF160
PP 90 502 15% 577 35 337 GF160
PP 110 202 15% 232 35 136 GF160
PP 160 344 15% 396 53 349 GF250
PP 200 859 15% 988 53 873 GF250
PP 250 680 15% 782 76 991 GF315
PP 315 40 15% 46 105 81 GF 315 丁瑞華 Howard Ting
PP 355 17 15% 20 105 34 GF500 (1)台灣積體電路製造股份有限公
PVDF 20 5 5% 5 14 1 IR63 司 新廠規劃暨工程處
PVDF 32 26 5% 27 15 7 IR63 (2 ) M a st e r of E nvi r o nme n tal
PVDF 160 17 5% 18 30 9 IR225 Engineering, Stevens Institute of
Technology, NJ
PVDF 200 73 5% 77 34 43 IR225
(3)從事化工, 製藥, 半導體及面板
(1)
註 : 重做率表示因臨時修改、施工品質不良或尺寸丈量錯誤等所導致必須重新施作熱融對接之機率。表中之PP管重做機率定為15%,應較實際重 廠等廢水及純水處理系統規劃及設
做機率為高,乃因欲採較保守之評估。 計17年
(2)
註 : 已在工廠完成預製之面前管組(Face Piping Skids)不在此計算範圍內。
NEW FAB TECHNOLOGY JOURNAL http://nfjournal/ July 2011