
Page 16 - Vol.09
P. 16
Tech
Notes
技術專文
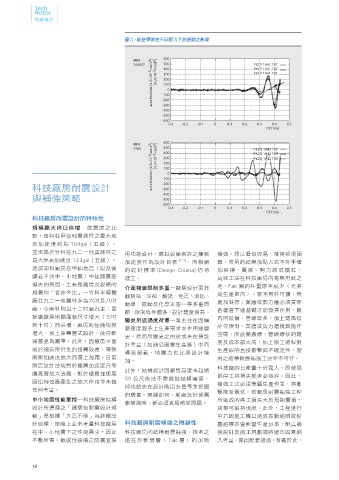
圖六、氣墊彈簧在不同壓力下對振動之影響
MPA 600
acceleration [4.3×10 -5 ×m/s 2 ] -100 0
7500CF [4.3×10 -5 ×rad 2 ] 500 PXCP 1041.TXT
PXCP 1041.TXT
400
PXCP 1041.TXT
300
200
100
-200
-300
-400
-500
-600
-0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5
PSY [m]
MPA 600
acceleration [4.3×10 -5 ×m/s 2 ] 200 0 PX2Q 1042 TXT
7700 [4.3×10 -5 ×rad 2 ] 500 PX2Q 1042 TXT
400
PX2Q 1042 TXT
300
100
-200
科技廠房耐震設計 -100
-300
-400
與補強策略 -500
-600
-0.3 -0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5
PSY [m]
科技廠房耐震設計的特殊性
規模龐大與日俱增─就震度之比
較,南科在甲仙地震測得之最大地
表加速度約為 104gal(五級),
並未高於竹科在九二一地震測得之 用功能設計,應以設備容許之樓板 補強。想法看似容易,落實卻很困
最大地表加速度 123gal(五級)。 加速度作為設計目標 [2-5] ,而相關 難。常用的結構加勁方式不外乎增
造成南科廠房在甲仙地震(以及後 的 設 計 標 準 (Design Criteria) 仍 待 加斜撐、翼牆、剪力牆或擴柱,
續若干次中、小地震)中鉅額震害 建立。 這些工法在科技廠房內毫無用武之
損失的原因,主要是廠房及設備的 地。Fab 層的柱量原本就少﹙尤其
介面複雜限制多重─廠房設計要兼
規模均「昔非今比」—竹科半導體 是生產區內﹚,根本無柱可擴、無
顧廻風、冷卻、輸送、地震、消防、
廠在九二一地震時多為六吋及八吋 處加斜撐;翼牆或剪力牆必須貫穿
動線、振動及化學災害…等多重問
廠,今南科則以十二吋廠為主;面 各樓層下達基礎才能發揮作用,廠
題,限制條件頗多,設計難度很高。
板廠廠房則隨面板尺寸增大(三吋 內因設備、管線眾多,加上廻風設
變更用途過度荷重─業主往往因擴
到十吋)而益增。廠房跨徑隨規模 計等限制,翼牆或剪力牆幾無施作
廠速度趕不上生產需求而作用途變
增大,加上採疊層式設計,使得軟 空間。而設備搬遷、管線遷移的難
更。然而所變更之用途或未在原設
弱層更為嚴重。此外,因廠房平面 度及成本都太高,加上施工過程對
計考量(如辦公區變生產區)中而
過於細長所衍生的扭轉效應,導致 生產線的直接衝擊與不確定性,習
導致超載,地震力也比原設計增
兩側加速度放大而雪上加霜。目前 用之結構耐震補強工法並不可行。
加。
耐震設計法規對於樓層加速度只考
此外,結構設計因廠房高度未超過 科技廠的日產量十分驚人,即使局
慮高層放大效應,對於樓層加速度 部停工其損失都未必容許。因此,
50 公尺依法不需經過結構審查,
因扭轉效應產生之放大作用並未做 補強工法必須兼顧生產作業,將衝
卻也錯失在設計階段多層專業把關
任何考量。 擊降至最低。若廠房耐震補強工程
的機會。無論如何,新廠設計或舊
中小地震性能掌控─科技廠房結構 所造成的停工損失大於預期震損,
廠補強時,都必須克服前述問題。
設計所遵循之「建築物耐震設計規 則寧可維持現狀。此外,工程進行
範」是根據「大震不倒」為終極設 中若因施工機具造成振動超限或粉
計目標,策略上並未考量科技廠房 科技廠房耐震補強之複雜性精 塵超標亦會影響生產良率,耐震補
在中、小地震下之性能需求,因此 科技廠房的結構耐震補強,根本之 強設計及施工規劃須將這些因素納
不敷所需。敏感性設備之防震宜採 道 在於 軟 弱 層﹙ Fab 層 ﹚ 的加 勁 入考量,提出配套措施。有鑑於此,
16