
Page 105 - 52
P. 105
VOL.52 廠務季刊 先進封裝廠零排放技術鑰徑_磷酸廢水資源化
結論
依全廠 30 CMD 蝕刻廢液來估算電透析法、NF/RO 膜 然此電透析 + 蒸發釜之程序經過計算其 ROI 高達
法及直接化混處理之設置及操作成本,操作成本包含 3.5>2,故此系統存在能加以改善的空間,此流程上經
pump 運轉、membrane、IX 耗材、加藥、清運及回 電透析處理之原廢水由於銅濃度不夠,若要回收就需
收再利用之費用,加藥費用以產生磷酸鈣所需的液鹼與 再經過樹酯提濃,搭配硫酸再生生成 1% 硫酸銅後電鍍
氯化鈣藥量估算約 4,000 元 /kg、廢棄物清運費為 6,000 處理產生銅棒,流程如圖 14(a),然樹酯塔及其樹酯皆
元 /kg、產生 60wt% 磷酸回收收入以 3 元 /kg 計算。 會使整體的建置成本及操作成本增加,故若能直接利
用電透析模組將磷酸及銅分離並提濃至10%磷酸及1%
3
操作成本部分,電化學法 - 熱法每年產生 270m 的硫酸銅,即可減去設置樹酯系統的建置及耗材費用,
60wt% 磷酸、439 噸固體廢棄物,生產成本約 462 萬、 初步構想是將原本的 B/A/B 模組改為 B/A/C/B 模組,
加藥及清運約 446 萬、回收磷酸之收入為 113 萬、蒸 如圖 15 所示,藉由新增陽離子選擇性膜讓銅離子通過
發提濃為 78 萬,總操作成本為 873 萬。NF/RO 膜法 並通過硫酸以生成 1% 硫酸銅,流程如圖 14(b),若以
3
每年產生 216m 60 wt% 磷酸、747 噸固體廢棄物, 此構想初步估算 ROI 降為 1.6<2,符合成本效益。
生產成本 417 萬、加藥及清運 758 萬、回收收入 90
萬,蒸發提濃為 79 萬,總操作成本為 1,164 萬。若 而電透析 / 熱蒸發濃縮系統在設計或操作上需考慮幾
磷酸廢液直接加藥化混處理,每年則需花費 1,759 萬。 項問題 :
建置成本部分,NF-IX-RO- 加熱釜的純化系統為 2,650 ❶電透析模組組裝方式 : 傳統之電透析膜無論使用穿
萬加上蒸發系統 1,600 萬,總建置成本為 4,250 萬、 膜式或非穿膜式都容易有漏水問題,主要是由於電
BPED-IX - 加熱釜之純化系統為 1,906 萬加上蒸發系 透析膜堵塞多次清洗膜變形導致,故需確認水質必
統 1,600 萬,總建置成本為 3,506 萬。 要的話應進行前處理軟化,並於膜組外增加外殼防
止直接滴漏影響廠區 6S。
相較將廢液直接以化混處理 ( 表6),NF-IX-RO- 加熱
釜處理系統每年之處理成本可省下 595 萬,攤提其建 ❷磷酸腐蝕性 : 磷酸具有一定腐蝕性,根據文獻其蒸
置成本約為 7 年,BPED-IX - 加熱釜系統每年則可省 發系統之熱交換器為腐蝕熱點應選用含鉻濃度高之
下 886 萬,攤提其建置成本約為 4 年,故考量成本效 合金進行設置,而其餘接觸磷酸之桶槽、蒸發器及
益下以電透析 BPED-IX - 加熱釜較具優勢。 管路能選用不銹鋼 +rubber-lined 或 316L 之材質,
墊片的部分則選用 Teflon 為佳。
❸磷酸結晶性質 : 設計上應考量磷酸易結晶性質進行
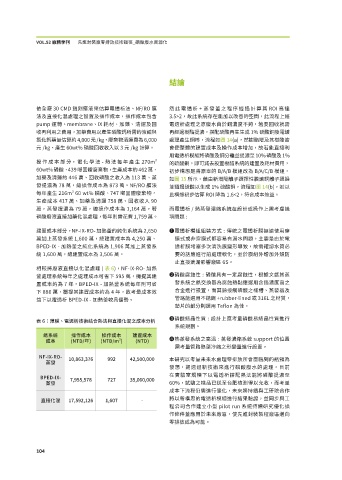
表 6:薄膜、電透析技術結合熱法與直接化混之成本分析
系統規劃。
總系統 操作成本 操作成本 建置成本
3 ❹熱蒸發系統之高溫 : 蒸發濃縮系統 support 的位置
成本 (NTD/年) (NTD/m ) (NTD)
需考量管路熱漲冷縮之形變量進行設置。
NF-IX-RO- 10,863,376 992 42,500,000 本研究以考量未來水處理零排放所會面臨到的瓶頸為
蒸發
發想,期透過新技術來進行磷酸廢水的處理,目前
在實驗室規模下以電透析搭配熱法能將磷酸提濃至
BPED-IX- 7,955,578 727 35,060,000
蒸發 60%,試驗之樣品已送至台肥檢測得以允收,而考量
成本下流程仍需進行優化,未來將持續與工研院合作
將以新構思的電透析模組進行結果驗證,並同步與工
直接化混 17,592,126 1,607 -
程公司合作建立小型 pilot run 系統持續研究優化操
作條件並應用於未來廠區,使先進封裝製程廠區邁向
零排放成為可能。
���