
Page 14 - Vol.40
P. 14
1
2
Tech 3 4
Notes
技術專文
(a)回收酸鹼濃度 (b)產生回收酸鹼之能耗
3 . 5 5
樹脂再生排水 樹脂再生排水
3 . 0 氨氮廢水 氨氮廢水
4
2 . 5
)
2 . 0 k
) g 3
. ( % / h
c
W
1 . 5
n
o ( k 2
C
C
E
1 . 0
1
0 . 5
0 . 0 0
A c i d B a s e A c i d B a s e
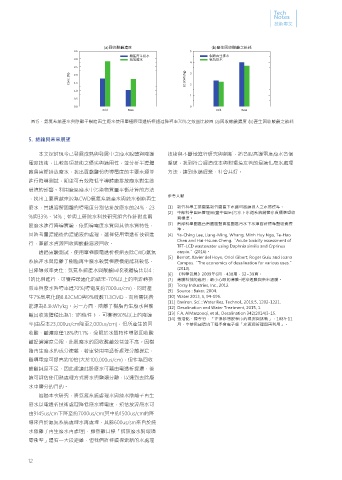
圖15、氨氮系統產水與陰離子樹脂再生廢水使用單極膜電透析模組達降導率70%之效益比較圖 (a)回收酸鹼濃度 (b)產生回收酸鹼之能耗
5. 結論與未來展望
本文探討現今已發展成熟與發展中之廢水脫鹽與降導 技術與不斷地進行研究與創新,將各股高導電度廢水各個
電度技術,比較各項技術之優劣與適用性,並分析半導體 擊破,找到符合經濟成本與對環境 善的最適化廢水處理
廠房實際排放廢水,找出貢獻鹽份與導電度的主要來源並 方法,達到 續經營、社會共好。
進行降導測試,期望可有效降低半導體廠排放廢水對生態
環境的影響。利用廠區廢水中污染物質量平衡計算的方法
參考文獻
,找出主要貢獻來源為CWD氨氮系統產水與純水樹脂再生
廢水,其總溶解固體與導電度分別 排放廢水的24%、23 [1] 新 科學工業園區新 園區下水道可容 排入之水質 。
[2] 中部科學園區管理局( 中園區)污水下水道系統 管水質 暨收
%與33%、14%;並與工研 水科技研究組合作針對此兩 費 。
依照氨氮系統產水測試結果得知,單極膜電透析模組 股廢水進行降導實驗,依照導電度水質與其他水質特性, [3] 南部科學園區台南園區暨高雄園區污水下水道容 暨收費
。
較雙極膜模組能耗效率較好,因此陰離子樹脂再生廢水也 同時考量濃縮後的濃縮液的處理,選擇使用電透析技術進 [4] Ya-Ching Lee, Liang-Ming, Whang, Minh Huy Ngo, Te-Hao
選用單極膜作為工程化模組。同樣以定電壓5V、 流速度 行,兼顧水資源回收與酸鹼溶液回收。 Chen and Hai-Hsuan Cheng.〝Acute toxicity assessment of
TFT-LCD wastewater using Daphnia similis and Crprinus
6cm/s與固定有效膜面積176cm 的單極膜電透析模組做降 透過實驗測試,使用單極膜電透析模組去除CWD氨氮 carpio.〞(2016)。
2
[5] Bernat, avier del Hoyo, Oriol Gibert, Roger Guiu and Joana
導實驗,實驗結果如 圖14所示,可以發現在進流廢水與酸 系統產水與陰離子樹脂再生廢水較雙極膜模組能耗較低, Campos.〝The economics of desalination for various uses.〞
鹼回收液體積比為1 : 1時,薄膜處理即達到提濃極限,因 且降導效率更佳 : 氨氮系統產水與酸鹼回收液體積比以4 : (2010).
[6] 科學發 2009年6月,438期,32~39頁。
產生的回收酸鹼導電度上升斜率已趨緩,若再執行第二個 1的比例進行,可獲得最適化的結果-70%以上的電流轉換 [7] 薄膜科技的應用:最 心 的薄膜– 透膜與 濾膜。
批次的處理,所需的處理能耗會增加;另外,降導的成果 效率與廢水降導率達70%(導電度約7000us/cm),同時產 [8] Toray Industries, Inc., 2012.
[9] Source : Baker, 2004.
為三小時可降低92%導電度(由23,000us/cm降至2,000 生7%氫氧化 8.82CMD與9%硫酸11.3CMD,而所需耗費 [10] Water 2013, 5, 94-196.
[11] Environ. Sci. : Water Res. Technol., 2019,5, 1202-1221.
us/cm),可 的是所產生的回收酸、鹼濃度僅1.8%與1.1% 能源為8.3kWh/kg。另一方面,陰離子樹脂再生廢水與酸 [12] Desalination and Water Treatment, 2015, 1.
,受限於回收酸鹼的提濃極限,此股廢水的回收酸鹼效益 鹼回收液體積比為1 : 1的條件下,可獲得90%以上的降導 [13] F.A. AlMarzooqi, et al., Desalination 342(2014)3-15.
[14] 張 銘、陳 行, 透薄膜程序的 與 ,108年11
並不如預期。 率(由原本23,000us/cm降至2,000us/cm),但所產生的回 月,中華民 環境工程學 電子報 水資源管理與再利用 。
另一方面,若以相同實驗條件(廢水降導率70%)比較氨 收酸、鹼濃度僅1.8%與1.1%,受限於水質特性導致回收酸
氮系統產水與陰離子樹脂再生廢水用單極膜電透析模組處 鹼提濃濃度受限,此股廢水的回收酸鹼效益並不高。因樹
理的結果,可以發現在產生回收酸鹼的效益上是氨氮系統 脂再生廢水的成分複雜,若單使用電透析處理分離提濃,
產水的結果較好,如 圖15,產生的酸鹼濃度是樹脂再生廢 雖導電度可提高約10倍(大於100,000us/cm),但作為回收
水的約兩倍,所花費的能耗也較低,若以回收酸鹼為目的 酸鹼純度不足,因此建議此股廢水可藉由電透析提濃,後
考量,氨氮系統產水的效益就相對較高。因電透析法也屬 續可評估使用熱處理方式將水與鹽類分離,以達到去除廢
於薄膜分離的技術,基於質量不滅定 ,當進流水的成分 水中鹽分的目的。
越複雜,則分離的困難度越高,因此樹脂再生廢水利用單 經過本次研究,將氨氮系統處理水與純水陰離子再生
極膜電透析法處理,雖可使得出流水的導電度降低至 廢水以電透析技術處理降低廢水導電度,預估放流廢水可
2000us/cm,但產生回收酸鹼的處理卻也還是另一個待解 由9145us/cm下降至約7000us/cm(其中約1500us/cm的降
決的問題,因廢液導電度已高達100,000us/cm,建議後續 導來自於氨氮系統處理水再處理,其餘600us/sm來自於純
流程可使用熱處理方式將水與鹽類分離,以達到去除廢水 水陰離子再生廢水再處理),雖然離目標「排放廢水對環境
中鹽分的目的。 零衝擊」還有一大段距離,但我們將持續探索新的水處理
11 12 13 14
而中科廠區於2015年與2019年 請清華大學 色化學質譜分析實驗室與交通大學環境工程研究所,分別對放流廢水與
製程廢水做生物毒性調查,清華大學依據美國放流水毒性鑑定(Toxicity Identification Evaluation, TIE)程序與毒性減量
(Toxicity Reduction and Evaluation, TRE)之標準分析流程,其鑑別出影響本廠放流水生物急毒性相關因子與濃度如 表2,
而有關國外水中餘氯與生物毒性之相關性研究如 表3、表4,相關文獻皆說明氧化性物質-餘氯對於水 之生物急毒性有著
顯著的影響。
21 22 23 24
31 32 33 34
41 42 43 44