
Page 38 - Vol.40
P. 38
3
2
5
6
1
4
7
14
15
17
16
13
11
12
21
28
23
25
24
26
22
Tech 27 8 18
Notes
技術專文
4.3 溫度對氣提 A去除率影響 450.0 100.00%
400.0 90.00% 常壓
80.00%
350.0
在氣提系統中測試以室溫、50度、60度的操作條件下 300.0 70.00% 0.75 atm
60.00%
IPA廢水去除效果,實驗設計如 表4所示,測試結果如 圖 IPA(ppm) 250.0 50.00% 去除率(%) 0.6 atm
200.0
14所示。在開始反應的第一小時即可觀察到,以操作溫度 150.0 40.00% 常壓
去除率(%)
30.00%
100.0 20.00% 0.75 atm
60度下,其IPA去除率可達30%,相較於室溫其IPA去除率 50.0 10.00% 去除率(%)
於第一小時後僅有10%,隨反應時間進行後,可發現隨操 0.0 0 1 2 3 4 5 0.00% 0.6 atm
去除率(%)
時間
作溫度上升,IPA廢水去除效率越好,此外在IPA濃度降至
200ppm以下時,較高的操作溫度也能保有一定去除率。 圖15、不同真空度對於IPA氣提 去除率影響
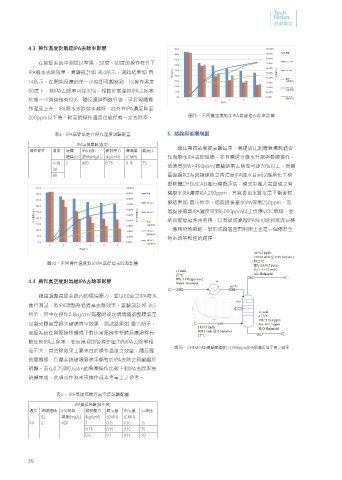
表4、IPA氣提 進行操作溫度試驗配置 5. 結論與後
IPA氣提實驗(溫度) 總結第四節氣提實驗結果,氣提 比起曝氣槽較適合
操作條件 溫度 液體 IPA初始 絕對壓力 曝氣量 氣液比
體積(L) 濃度(mg/L) (kg/cm ) 2 (CMH) 作為廢水IPA去除設備,並且需進行廢水升溫與負壓操作。
室溫 2 420 0.75 0.15 75 低濃度(IPA=450ppm)實驗結果去除率可達70%以上,而廠
50
60 區經過RO系統精 後之高濃度IPA廢水目前以應用化工模
擬 體CHEMCAD進行模擬評估,模式中進入氣提 之有
450.0 100.00%
機廢水IPA濃度約1,200ppm,其氣提 水質水量平衡後模
400.0 90.00% 溫
80.00%
350.0 擬結果如 圖16所示,經氣提後產水IPA僅剩250ppm,而
50 (oC)
70.00%
300.0 60.00% 氣提後廢氣IPA濃度可到6,000ppm以上供應VOC燃燒,並
IPA濃度(ppm) 250.0 50.00% IPA去除率(%) 60 (oC) 結合燃燒廢熱再利用,以氣提 處理IPA除可達到放流目標
200.0
150.0 40.00% 溫
去除率(%)
30.00%
100.0 ,應用廢熱節能,對於成廠區空間利用上也是一個優於生
20.00% 50 (oC)
去除率(%)
50.0 10.00% 物系統等較佳的選擇。
60 (oC)
0.0 0.00%
0 1 2 3 4 5 去除率(%)
時間(hr)
圖14、不同操作溫度對於IPA氣提 去除率影響
4.4 空度對氣提 A去除率影響
藉由調整氣提系統內的環境壓力,並以60度之IPA廢水
進行測試,將IPA 點降低提高去除效果,實驗設計如 表5
所示,其中在操作0.6kg/cm 氣壓的設定情境需調整曝氣量
2
以避免曝氣量過大破壞真空效果,測試結果如 圖15所示,
氣提系統在負壓操作環境下對比常壓操作整體反應過程有
較佳的IPA去除率,在反應初期各操作壓力的IPA去除率相
圖16、CHEMCAD模擬高濃度(>1,000ppm)IPA經氣提 平衡之結果
差不大,其去除效果主要來自於操作溫度之效益,隨反應
時間推移,負壓系統破壞氣液平衡對於IPA去除之貢獻趨於
明顯。而在0.75與0.6atm的負壓操作比較上對IPA去除率無
明顯差別,此項可作為未來操作成本考量上之參考。
表5、 IPA氣提 進行真空度試驗配置
IPA氣提實驗(真空度)
溫度 液體體積 IPA初始 絕對壓力 曝氣量 出氣量 氣液比
(L) 濃度(mg/L) (kg/cm ) (CMH) (CMH)
2
60 2 420 1 0.15 0.16 75
0.75 0.15 0.15 75
0.6 0.1 0.11 50
31 32 33 34 35 36 37 38
41 42 43 44 45 46 47 48