
Page 81 - Vol.41
P. 81
55
54
53
56
59
58
57
52
51
60
68
66
67
61
62
63
65
64
2.3 氬銲銲接機制 69 70
2.5.2 銲道下陷 : 是指在銲接時電流過高,內吹氣體太小,
內壓流量不足。
自動銲接最早是在1960年代使用,當時宇航工業需要對
航空液壓管路採用卓越的連接技術,便開發了一種銲接機制,
其中來自銲接接頭用鎢電極的旋轉電弧圍繞管圓周。電弧銲
電流由控制系統調節,從而使整個過程自動化。 結果是比其
替代的手工銲接方法更精確,更可靠。氬銲–自動銲接在1980
年代初期對許多行業變得很實用,當時開發了組合電源/控
制系統,該系統可在110VAC的電壓下作業,並且銲機結構小
巧,可以在多個現場銲接中從一個地方搬到另一個地方。現
代自動銲接系統提供計算機控制,可以將各種應用的銲接參
數存儲在內存中,並在特定應用需要時調用。因此,可產生
大量相同的銲縫(圖5),並且大大減少了錯誤或缺陷的餘地。
圖6、自動銲接系統
2.5 依SEMI F81金屬管線銲接規範中常見缺失有下列3種
如 ~ ) 2.5.3 銲道飄移 : 銲點數量太多太集中,環境影響造成。
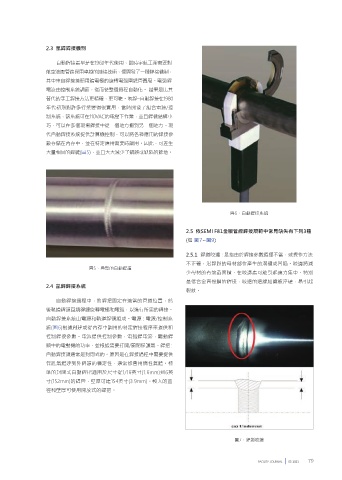
2.5.1 銲道咬邊 : 是指由於銲接參數選擇不當,或操作方法
不正確,沿銲趾的母材部位產生的溝槽或凹陷。咬邊將減
圖5、典型的自動銲道
少母材的有效截面積、在咬邊處可能引起應力集中、特別
是低合金高強鋼的銲接,咬邊的邊緣組織被淬硬,易引起
2.4 氬銲銲接系統
裂紋。
自動銲接過程中,將銲把固定在適當的管道位置,然
後軌道銲頭圍繞銲縫旋轉電極和電弧,以進行所需的銲接。
自動銲接系統由電源和軌道銲頭組成。電源 : 電源/控制系
統(圖6)根據創建或從內存中調用的特定銲接程序來提供和
控制銲接參數。電源提供控制參數,電弧銲電流,驅動銲
頭中的電動機的功率,並根據需要打開/關閉保護氣。銲把 :
自動銲接頭通常是封閉式的。原因是在銲接過程中需要提供
保護氣體達到外銲道的穩定性,通常都會用惰性氣體。標
準的封閉式自動銲把適用於尺寸從1/16英寸(1.6mm)到6英
寸(152mm)的銲管,壁厚可達154英寸(3.9mm)。較大的直
徑和壁厚可使用開放式的銲把。
圖7、銲道咬邊
71 72 73 74 75 76 77 78 FACILITY JOURNAL 0 3 2 0 2 1 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100