
Page 82 - Vol.41
P. 82
58
52
53
57
54
59
56
60
51
55
67
69
70
68
66
62
61
63
65
64
Tech
Notes
技術專文
2.3 氬銲銲接機制 2.5.2 銲道下陷 : 是指在銲接時電流過高,內吹氣體太小, ① 銲工必須確實遵守UHP(Ultra High Purity)安裝流程,確
內壓流量不足。 保所有銲接過程,品質和安裝系統的工法都依法規和業
自動銲接最早是在1960年代使用,當時宇航工業需要對
主的要求。
航空液壓管路採用卓越的連接技術,便開發了一種銲接機制,
② 銲工需要至少1年在半導體領域的經歷,以確保銲接和質
其中來自銲接接頭用鎢電極的旋轉電弧圍繞管圓周。電弧銲
量的高標準。
電流由控制系統調節,從而使整個過程自動化。 結果是比其
替代的手工銲接方法更精確,更可靠。氬銲–自動銲接在1980 ③ 銲工將進行面試,以確定他們有半導體領域的銲接經驗
年代初期對許多行業變得很實用,當時開發了組合電源/控 才同意讓他們參加認證。包含學科-教育訓練-考試,術
制系統,該系統可在110VAC的電壓下作業,並且銲機結構小 科-銲工認證。認證將會以尺寸和管壁厚度為主。基本會
巧,可以在多個現場銲接中從一個地方搬到另一個地方。現 分成3組級別 : 第1組–1/4″-15A,第2組–25A-80A,第3
代自動銲接系統提供計算機控制,可以將各種應用的銲接參 組–100A或以上(會以管壁厚度為認證考量)。
數存儲在內存中,並在特定應用需要時調用。因此,可產生
④ 銲工需要在指定的時間完成認證。目前會以4小時為基準。
大量相同的銲縫(圖5),並且大大減少了錯誤或缺陷的餘地。
未合格者需經2週才可再做認證。
⑤ 銲工認證過程需要交2個合格試片;1個平銲,1個對銲(對
銲需要送去第三方實驗室做破壞測試for WPS(銲接程序
書)/PQR(銲接程序檢定紀錄))。
⑥ 合格試片必須寫上管子爐號尺寸、等級、日期、姓名、
工號與填寫認證合格表。認證合格銲工會發合格證,資
料會上傳系統做管理與統計。
圖8、銲道下陷-外銲道不得超過管壁厚度(T)的10%
-管徑<1″內外銲道不可凹陷 ⑦ 目前工區銲工須每廠認證(RFP要求),舊銲工只做試樣銲
2.5 依SEMI F81金屬管線銲接規範中常見缺失有下列3種
接後並須通過3rd party目視檢驗即可,不外送實驗室,
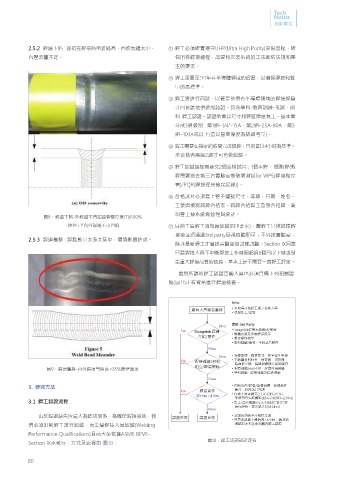
如 ~ ) 2.5.3 銲道飄移 : 銲點數量太多太集中,環境影響造成。
除非是新銲工才會送實驗室做試樣試驗。Section IX同意
2.5.1 銲道咬邊 : 是指由於銲接參數選擇不當,或操作方法 只要銲接人員不中斷銲接工作時間超過6個月以上時或發
不正確,沿銲趾的母材部位產生的溝槽或凹陷。咬邊將減 生重大銲接品質瑕疵時,基本上是不需要一直銲工評定。
少母材的有效截面積、在咬邊處可能引起應力集中、特別 當然所謂的銲工認證查驗人員也必須具備下列相關證
是低合金高強鋼的銲接,咬邊的邊緣組織被淬硬,易引起 照(圖11)才有資格進行銲道檢查。
2.4 氬銲銲接系統
裂紋。
自動銲接過程中,將銲把固定在適當的管道位置,然 tsmc
後軌道銲頭圍繞銲縫旋轉電極和電弧,以進行所需的銲接。 廠 • 未取得合格銲工證之技術人員
• 現場監工/品管
自動銲接系統由電源和軌道銲頭組成。電源 : 電源/控制系
統(圖6)根據創建或從內存中調用的特定銲接程序來提供和 8 hrs 講師-3rd Party
Fail Swagelok • Swagelok銲接系統組成/配置
控制銲接參數。電源提供控制參數,電弧銲電流,驅動銲 介紹 / • 銲機系統及參數程序設定
• 銲接操作教學
頭中的電動機的功率,並根據需要打開/關閉保護氣。銲把 : • 學科測驗/術科 : 平銲試片製作
Pass
自動銲接頭通常是封閉式的。原因是在銲接過程中需要提供
8 hrs • 氬銲原理,銲接型式,安全衛生事項
保護氣體達到外銲道的穩定性,通常都會用惰性氣體。標 Fail / • 不銹鋼材料特性,彎管機,切管器,
端面修平機,鎢棒研磨機介紹與實作
圖9、銲道飄移-內外銲道彎曲度≤35%管壁厚度 立/ • 銲道規範Semi-F81,銲道目視檢驗
準的封閉式自動銲把適用於尺寸從1/16英寸(1.6mm)到6英 • 學科測驗 : 銲接知識及銲道規範
寸(152mm)的銲管,壁厚可達154英寸(3.9mm)。較大的直 Pass
3. 研究方法 • 管路切管/修整/鎢棒研磨,銲機操作
徑和壁厚可使用開放式的銲把。 Fail 練習,銲接試片判讀
20 hrs / 4 hrs • 技術人員需繳交2,3,4分試片各1片,
需使用自家銲機銲出1片合格試片(20hrs)
3.1 銲工認證流程 • 監工/品管需繳交2,3,4分試片各1片並
自行評核,寫出缺失項目(4hrs)
Pass
由於銲道缺失皆是人為造成居多,為確保銲接品質,我 • 認證成功給予合格銲工證
• 學員如缺席上課時數>8小時,無法通
們必須針對銲工進行認證,而金屬銲接人員認證(Welding 過認證亦不能參加廠內銲工認證
Performance Qualifications)目前大多依據ASME BPVE-
Section IX來執行,方式及流程如 圖10 : 圖10、銲工培訓認證流程
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100