
Page 91 - Vol.44
P. 91
針對不同的材料使用則有不同的厚度,一般來說桶槽厚
度約為13mm,其中表面耐蝕層約佔10%約為1.3mm;中間耐
蝕層約占20%-30%約為2.6-3.9mm;強化層則約占30%-50%
約為3.9-6.5mm;最後則是最外層的樹脂約占10%、1.3mm。
若為強化樹脂桶槽本身的耐化性,則可針對積層中的中間耐腐
蝕層進行強化,一般來說可提升至30%-50%,對於儲存強酸
鹼液體有強化之作用,如 圖16。
另外,若是貯存鹼類(NaOH,NaOCL等)或是儲存氟類藥
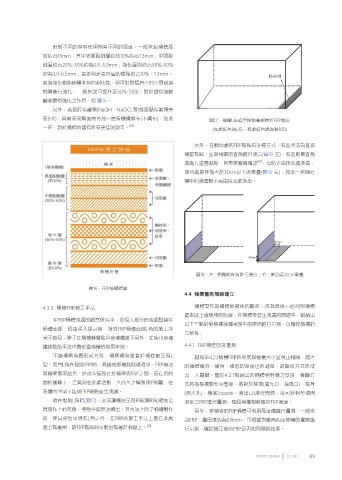
液(HF),與藥液接觸面需再加一層有機纖維布(不織布),如此 圖17、桶槽L角處塗抹黏著劑便於FRP黏合
一來,對於桶槽的儲存將有更佳的效果。 [02] (左處紅色為L角,有處紅色處為類R角)
另外,在轉角處的FRP黏貼有多種方式,有些手法為直接
桶壁黏貼,並與相鄰的直角進行接合(圖18 左),有些則會直角
處進行重疊黏貼,與專業廠商確認 ,為防止由接合處滲漏,
[01]
接合處最佳為大於30cm以上的重疊(圖18 右),如此一來儲存
槽中的液體較不易由接合處滲出。
圖18、左 : 相鄰的直角進行接合;右 : 接合處30cm重疊
圖16、FRP桶槽積層
4.4 桶槽量測規範建立
4.3.3 桶槽FRP施工手法 桶槽製作與桶槽修補後的驗收,成為最後一道判別桶槽
是否能上線使用的防線,在桶槽常發生洩漏的問題中,歸納出
在FRP桶槽洩漏的觀察研究中,發現大部分的洩漏點皆在
以下三點針對桶槽洩漏常發生的原因進行量測,以確保桶槽的
桶槽底部,經由深入探討後,發現FRP桶槽底部L角的施工非
完整性 :
常不容易,除了在桶槽轉彎貼合玻璃纖維不易外,在使用玻璃
纖維黏貼手法也會影響桶槽的使用年限。 4.4.1 FRP桶壁厚度量測
不論桶槽為圓形或方形,桶槽桶身垂直於桶底都呈現L 誠如第4.2.1桶槽FRP的厚度與桶槽大小呈現正相關,越大
型,而其L角在黏貼FRP時,易造成修補黏貼過程中,FRP無法 的桶槽桶頂、桶身、桶底的厚度也將越厚,故驗收方式將成
與桶壁緊密結合,造成空氣殘存於桶壁與FRP之間,而在長時 為一大關鍵。鑒於4.2.1歸納出的桶槽相對應之厚度,檢驗方
間的運轉下,空氣則在此處活動,久而久之導致FRP剝離,在 式將為桶槽製作完整後,將對於桶頂(灌充口、抽風口)、桶身
液體的沖刷下造成FRP破裂產生洩漏。 (測人孔)、桶底(nozzle、液出口)進行開洞,故可針對每項開
故在黏貼L角時(圖17),必須讓桶底呈現R角(類R角)避免出 洞後之FRP進行量測,確認桶槽相對應的FRP厚度。
現施作上的死角,導致空氣無法擠出,其方法上除了桶槽製作 另外,修補後的FRP桶槽可利用厚度儀進行量測,一般來
時,使其部位呈現非L角之外,在FRP的施工手法上會在此處 說FRP一層厚度約為0.8mm,可根據與廠商約定修補的層數進
塗上黏著劑,讓FRP黏貼時可緊密黏著於桶壁上。 [01] 行量測,確認施工後的FRP是否如同預設結果。
FACILITY JOURNAL 12 2021 89