
Page 59 - Vol.11
P. 59
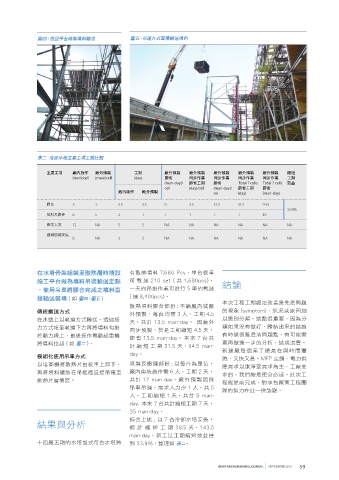
圖四、搭設平台做為填料輸送 圖五、吊運方式直接輸送填料
表二、冷卻水塔主要工項工期比較
主要工項 廠內施作 廠外預製 工期 廠外預製 廠外預製 廠外預製 廠外預製 廠外預製 縮短
(man)/cell (man)/cell (day) 節省 同步作業 同步作業 同步作業 同步作業 工期
(man-day)/ 節省工期 節省 Total 7 cells Total 7 cells 效益
cell (day)/cell (man-day)/ 節省工期 節省
廠內施作 廠外預製 cel (day) (man-day)
膠合 3 3 4.5 4.5 0 4.5 13.5 31.5 94.5
33.9%
填料及搬運 6 5 2 1 7 1 7 7 49
骨架安裝 12 NA 5 5 NA NA NA NA NA NA
機械設備安裝
6 NA 3 3 NA NA NA NA NA NA
在水塔骨架組裝至散熱層時搭設 有散熱填料 7,680 Pcs,單台板車
施工平台做為填料吊裝輸送定點 可 載 運 210 set ( 共 1,680pcs), 結論力
,使用吊車將膠合完成之填料直 一天的吊掛作業可進行 5 車的載運
接輸送裝填 ( 如 圖四、圖五 ) ( 達 8,400pcs)。
本次工程工期縮短改善是先把問題
散熱填料膠合部份 : 不論廠內或廠
傳統搬運方式 的現象 (symptom)、狀況或原因加
外預製,每台均需 3 人,工期 4.5
在水盤上以軌道方式輸送。透過接 以層別分類。這點很重要,因為分
天。共計 13.5 man-day。 因廠外
力方式堆至軌道下方再將填料勾掛 類如果沒有做好,歸納出來的結論
同步預製,於是工期縮短 4.5 天,
於動力線上,最後操作電動起重機 有時候很難澄清問題點,有可能需
節 省 13.5 man-day。 本 案 7 台 共
將填料拉起 ( 如 圖二 )。 要再做進一步的分析,造成浪費。
計 縮 短 工 期 31.5 天,94.5 man-
新建廠每個案子總是在與時間賽
day。
模組化使用吊車方式 跑,又快又急。MEP 空調、電力供
以堆高機將散熱片由板車上卸下, 填裝及搬運部份 : 以每台為單位, 應需求以潔淨室需求為主,工廠要
再將填料擺放在吊框裡直接吊運至 廠內傳統施作需 6 人,工期 2 天, 求的,我們總是使命必達。此次工
散熱片層填裝。 共計 12 man-day。廠外預製因採 程能提前完成,對承包廠商工程團
吊車吊運,需求人力少 1 人,共 5
隊的努力在此一併誌謝。
人。工期縮短 1 天,共計 5 man-
day. 本案 7 台共計縮短工期 7 天,
35 man-day。
綜合上述 , 以 7 台冷卻水塔安裝,
結果與分析 總 計 縮 短 工 期 38.5 天,143.5
man-day。新工法工期縮短效益達
十四廠五期的水塔型式每台水塔將 到 33.9%,整理如 表二 。
NEW FAB ENGINEERING JOURNAL SEPTEMBTER 2013 59