
Page 58 - Vol.11
P. 58
Tech
Notes
技術專文
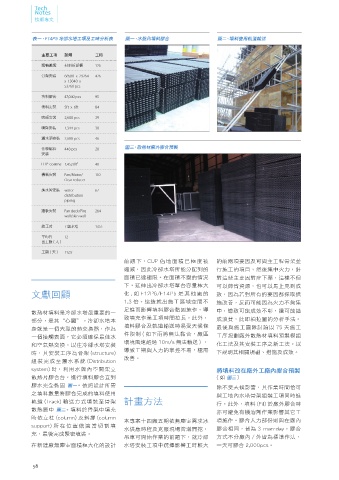
表一、F14P5 冷卻水塔工項及工時分析表 圖一、水盤內填料膠合 圖二、填料使用軌道輸送
主要工項 說明 工時
運輸搬運 材料拆卸櫃 126
骨架安裝 68580 x 29264 426
x 13040 x
53760 pcs
填料膠合 47,040 pcs 95
填料安裝 5ft x 6ft 84
噴頭安裝 2,688 pcs 39
噴臂安裝 1,344 pcs 30
灑水頭安裝 2,688 pcs 46
化學螺栓 448 pcs 28 圖三、散熱材廠外膠合預製
安裝
FRP coating 1,452 M 2 40
機械安裝 Fan/Motor/ 110
Gear reducer
進水管安裝 water 67
distribution
piping
牆板安裝 Fan deck/Fire 264
wall/skin wall
總工時 7 組水塔 1355
平均日 12
出工數 ( 人 )
工期 ( 天 ) 112.9
前題下,CUP 佔地面積已極度被 的前兩項要因及可與主工程骨架並
縮減,因此冷卻水塔所能分配到的 行施工的項目,然後集中火力,針
面積已達極限。在面積不變的情況 對這些主要因對症下藥,這樣不但
下,延伸出冷卻水塔單台容量極大 可以節省資源,也可以馬上見到成
文獻回顧 化 , 如 F12P6/F14P5 是 其 他 廠 的 效,因為若對所有的要因都採取措
1.3 倍。這造就出施工區域空間不 施改善,反而可能因為火力不夠集
足進而影響填料膠合黏固施作,導 中,導致可能成效不彰,還可能造
散熱材填料是冷卻水塔最重要的一
致填充作業工項時間拉長。此外, 成浪費,此即柏拉圖的分析手法。
部分,是其“心臟”。冷卻水塔本
填料膠合及軌道輸送時易受天候條
身就是一個大型的熱交換器,作為 最後與施工團隊討論以 75 天施工
件限制 ( 如下雨將無法黏合,廠區
一個接觸表面,它必須確保最佳水 工序規劃廠外散熱材填料預製模組
環境風速超過 10m/s 無法輸送 ) ,
和空氣熱交換。以往冷卻水塔安裝 化工法及其安裝工序之新工法。以
導致工期與人力的掌控不易,極需
時,其安裝工序為骨架 (structure) 下說明其相關規劃、措施及成效。
改善。
組裝完成至灑水系統 (Distribution
system) 時,利用水盤內空間架立 將填料改在廠外工廠內膠合預製
散熱片膠合台,進行填料膠合直到 ( 如 圖三 )
膠水完全黏固 圖一。依照設計所需 除不受天候影響,其作業時間恰可
之填料數量將膠合完成的填料使用 與工地內水塔骨架組裝工項同時進
軌道 (Track) 輸送方式填裝至骨架 計畫方法
行。此外,填料 (Fill) 於廠外膠合時
散熱層中 圖二 。填料於骨架中填充
亦可避免有機溶劑作業影響其它工
時依立柱 (column) 及斜撐 (column
本專案十四廠五期依無塵室需求冰 項施作。膠合人力部份則與在廠內
support) 所在 位置做 適當切 割填
水供應時程及克服現場管溝開挖, 膠合相同,皆為 3 man-day。膠合
充,最後完成緊密填裝。
吊車可開始作業的前題下,就冷卻 方式不分廠內 / 外皆為標準作法,
在新建廠無塵室面積極大化的設計 水塔安裝工項中選擇影響工時較大 一天可膠合 2,000pcs。
58