
Page 95 - Vol.15
P. 95
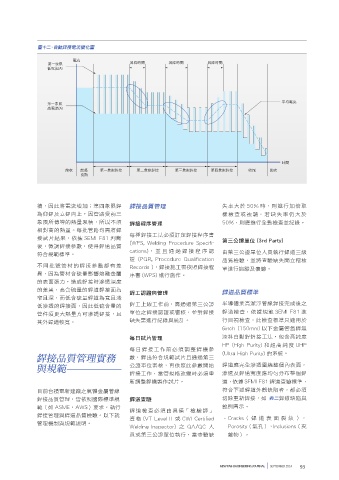
圖十二、自動銲接電流變化圖
電流
第一象限 昇降時間 昇降時間 昇降時間
低電流(A)
平均電流
第一象限
高電流(A)
時間
前吹 起弧 第一象限銲接 第二象限銲接 第三象限銲接 第四象限銲接 收尾 後吹
預熱
積,因此將電流增加;第四象限銲 銲接品質管理 失率大於 50% 時,則進行加倍取
為仰銲及立銲向上,因管路受前三 樣檢查或複驗,若缺失率仍大於
象限所傳導的熱量累積,所以不須 銲接程序管理 50%,則應進行全數檢查並紀錄。
相對高的熱量。每批管路均需將銲
每種銲接工法必須訂定銲接程序書
接試片結果,依據 SEMI F81 判斷 第三公證單位 (3rd Party)
(WPS, Welding Procedure Specifi-
後,微調銲接參數,使得銲道品質
cations),並且通過銲接程序認 由第三公證單位人員執行銲道三級
符合規範標準。
證 (PQR, Procedure Qualification 品質檢驗,並將查驗缺失開立稽核
不同批號管材的銲接參數都有差 Records ),銲接施工需依照銲接程 單進行追蹤及覆驗。
異,因為管材含硫量影響熔融金屬 序書 (WPS) 進行施作。
的表面張力,造成銲接時滲透深度
的差異,高含硫量的銲道銲接面為
銲工認證與管理 銲道品質標準
窄且深,而低含硫量銲道為寬且淺
低滲透的銲接面,因此低硫含量的 銲工上線工作前,需通過第三公證 半導體業高潔淨管線銲接完成後之
管件須更大熱量方可滲透銲接,且 單位之銲接認證或審核,並對銲接 銲道檢查,依據規範 SEMI F81 進
其外銲道較寬。 缺失需進行紀錄與統計。 行目視檢查,此檢查標準只適用於
6inch (150mm) 以下金屬管氬銲無
每日試片管理 添料自動銲銲接工法,包含高純度
HP (High Purity) 和 超 高 純 度 UHP
每日銲接工作前必須調整銲機參
(Ultra High Purity) 的系統。
銲接品質管理實務 數,銲出符合規範試片且通過第三
與規範 公證單位審核,再依照此參數開始 銲道應完全滲透圍繞整個內表面,
銲接工作,當管規格改變時必須重 滲透及銲道寬度應均勻分布整個銲
新調整銲機製作試片。 道,依據 SEMI F81 銲道查驗標準,
目前台積電新建廠之氣體金屬管線 符合下述銲道外觀缺陷者,都必須
銲接品質管理,皆依照國際標準規 銲道查驗 切除重新銲接,如 表二銲道缺陷與
範(如 ASME,AWS)要求,執行 範例圖示。
銲道檢查必須由具備「檢驗師」
銲接管理與銲道品質檢驗。以下就
資 格 (VT Level II 或 CWI Certified – Cracks( 銲 道 表 面 裂 紋 ),
管理機制與規範說明。
Welding Inspector) 之 QA/QC 人 Porosity(氣孔),Inclusions(夾
員或第三公證單位執行,當查驗缺 雜物)。
NEW FAB ENGINEERING JOURNAL SEPTEMBER 2014 93