
Page 91 - Vol.15
P. 91
氬銲銲接原理
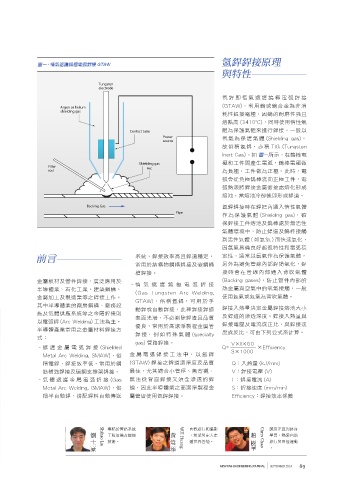
圖一、惰氣遮護鎢極電弧銲接 GTAW
與特性
Tungsten
electrode
氬銲即惰氣遮護鎢極電弧銲接
Argon or helium (GTAW),利用鎢或鎢合金為非消
shielding gas
耗性銲接電極,因鎢的耐磨性強且
熔點高 (3410°C),同時使用惰性氣
Contact tube 體為保護氣體來進行銲接,一般以
Power 氬氣為保護氣體 (Shielding gas),
source
故俗稱氬銲,亦稱 TIG (Tungsten
Inert Gas)。如 圖一所示,在鎢棒電
Shielding gas 極和工件間產生電弧,鎢棒電極做
Filler Arc
rod 為負極,工件做為正極。此時,電
弧會從負極鎢棒流向正極工件,電
弧熱源將銲接金屬銜接處熔化形成
熔池,當熔池冷卻後即形成銲道。
Backing Gas 氬銲銲接時在銲把內通入惰性氣體
Pipe
作為保護氣體 (Shielding gas),確
保銲接工件熔池及鎢棒處於無活性
氣體環境中,防止銲道及鎢棒接觸
到活性氣體(如氧氣)而快速氧化,
因氬氣具備良好起弧特性和電弧穩
前言 系統,銲接效率高且銲道穩定, 定性,通常以氬氣作為保護氣體。
常用於結構物鋼構銲接及碳鋼桶 另外為避免管線內部銲道氧化,銲
槽銲接。 接時會在管線內部通入背吹氣體
金屬板材及管件銲接,廣泛應用於 (Backing gases),防止管件內部的
– 惰 氣遮 護 鎢極 電 弧 銲接
半導體業、石化工業、建築鋼構、 熱金屬與空氣中的氧氣接觸,一般
(Gas Tungsten Arc Welding,
金屬加工及製造業等之銲接工作。 使用氬氣或氮氣為背吹氣體。
GTAW),俗稱氬銲,可用於手
其中半導體業的廠房鋼構、廠務設
動銲或自動銲接,此種銲接銲道 銲接入熱量決定金屬銲接熔池大小
施及氣體供應系統等之金屬銲接則
表面光滑,不必剃除銲渣且品質 及銲道的滲透深度。銲接入熱量與
以電弧銲 (Arc Welding) 工法為主。
優良,常用於高潔淨製程金屬管 銲接電壓及電流成正比,與銲接速
半導體產業常用之金屬材料銲接方 度成反比,可由下列公式來計算。
銲 接, 例 如 特 殊 氣 體 (specialty
式:
gas) 管路銲接。 V×I×60
– 遮 護 金 屬 電 弧 銲 接 (Shielded Q= ×Efficiency
S×1000
Metal Arc Welding, SMAW),俗 金屬電弧銲接工法中,以氬銲
稱電銲,銲接效率低,常用於鋼 (GTAW) 銲接之銲道潔淨度及品質 Q:入熱量 (kJ/mm)
筋補強銲接及碳鋼支撐架銲接。 最佳,尤其適合小管徑、無背襯、 V:銲接電壓 (V)
– 氣體遮護金屬電弧銲接 (Gas 無法從背面銲接又須全滲透的銲 I :銲接電流 (A)
Metal Arc Welding, GMAW),俗 道,因此半導體業之高潔淨製程金 S:銲接速度 (mm/min)
稱半自動銲,搭配銲料自動傳送 屬管皆使用氬銲銲接。 Efficiency:銲接效率係數
專精於管路系統 喜歡旅行和攝影 誠信正直與終身
士 豪 工程設備及銲接 煒 添 ,希望與家人走 樹 華 學習,熱愛自助
技術。 黃 W.T. Huang 遍世界各地。 趙 Chris Chao 旅行與田徑運動
。
劉 Shihao Liu
NEW FAB ENGINEERING JOURNAL SEPTEMBER 2014 89