
Page 43 - Vol.32
P. 43
Tech
Notes
技術專文
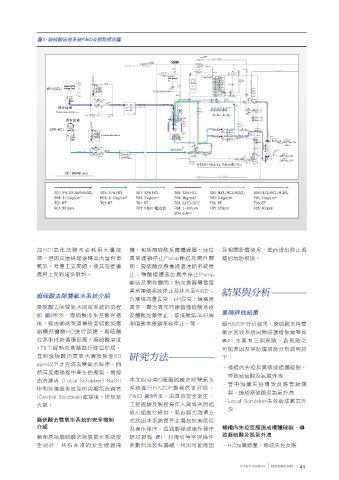
圖1、硫酸經冷凝收集調整後再供製程使用流程 圖3、廢硫酸回收系統P&ID及節點標示圖
廢氣處理 廢氣處理
冷凝裝置 冷凝裝置 超純水
廢水處理
硫酸廢液 廢液貯槽 水分餾除器 雜質餾除器 硫酸濃度調整槽 回收高純度硫酸溶液
廢水處理 W-H 2SO 4
圖2、廢硫酸去除雙氧水系統流程圖
32% HCL
EXHAUST
鹽酸劑量槽
HCL 及PUMP
1 set
A路徑 C路徑 B路徑
廢硫酸暫存槽 廢硫酸輸送泵浦 硫酸反應器A 反應輸送泵浦 熱交換器
既有 既有 1 set 2 set 1 set D路徑
S01: 5% 2O 2/60%H 2SO 4 S03: 31% HCL S01: 32% HCL S04: 32% HCL S05: H 2O 2/HCL/H 2SO 4 S05: H 2O 2/HCL/H 2SO 4
P01: 1~3 kg/cm 2 P03: 1~3 kg/cm 2 P01: 3 kg/cm 2 P04: 3kg/cm 2 P05: 3 kg/cm 2 P05: 3 kg/cm 2
洗滌塔(NAOH) T01: RT T03: RT T01: RT T04: 22°C~75°C T05: RT T05: RT
H 2SO 4 TANK (既有管路) EXHAUST H 2SO 4 TANK
2 set F01: 50 lpm F01: 1 lpm 電流管 F04: 1~30 lpm F05: 30 lpm F05: 30 lpm
CL 2 監測器 V04: 6.4m 3
壓力傳訊器 C路徑 B路徑
PH 監測器 硫酸反應器A 反應輸送泵浦 熱交換器
溫度傳訊器 1 set 2 set 1 set D路徑
比重計
H 2O 2 監測器(共用)
鹽酸劑量槽
CL 離子監測器(共用) HCL 及PUMP 加HCl氧化法雖不必耗用大量能 護,包括廢硫酸反應槽過壓、液位 及相關影響後果,進而提出防止偏
導電度計 1 set 庫板隔間 源,但因反應過程會釋出大量有毒 異常連鎖停止Pump輸送及閥件關 離的預防措施。
氯氣,考量工安問題,使其在推廣 閉;廢硫酸反應槽過溫連鎖系統停
A路徑(補酸):補新一批廢硫酸至硫酸反應槽內
B路徑(降溫):當產酸後槽內溫度過高時,預防處理新一批廢硫酸後溫度過高,廢硫酸會經過 應用上受到諸多限制。 止;鹽酸槽體液位異常停止Pump
熱交換器進行降溫 輸送及閥件關閉;熱交換器導電度
C路徑(量測與加藥):內循環並測量H 2O 2 濃度,及計算出需添加之HCL量,做去除H 2O 2 處理
D路徑(產酸並降溫):處理完後並經熱交換器降溫後產酸 異常連鎖系統停止及排水至AWD; 結果與分析
廢硫酸去除雙氧水系統介紹
洗滌塔流量異常、pH異常、導電度
廢硫酸去除雙氧水回收系統的流程 異常、壓力異常時連鎖廢硫酸系統
風險評估結果
如 圖2所示,廢硫酸收集至暫存槽 及鹽酸加藥停止;環境氯氣GMS偵
後,經由輸送泵浦傳送至硫酸反應 測值異常連鎖系統停止…等。 經HAZOP分析結果,廢硫酸去除雙
本文主要使用危害與可操作性分析 法。 氧水反應進而產生水。此方法安全
器槽與鹽酸HCl進行反應,廢硫酸 氧水回收系統風險防護措施彙整如
(Hazard and Operability Analysis, 性高,但因活性碳需定期更換,且
在系中持續循環反應,廢硫酸溫度
HAZOP)評估手法及收集13個廠區 真空蒸餾法 [6] 處理操作較繁複,整體處理成本較 表2,主要有三個風險,各風險之
運轉經驗探討廢硫酸去除雙氧水系 高。 >75℃經熱交換器進行降溫循環, 可能原因及其防護措施分別說明如
利用常壓蒸餾方式,將廢硫酸溶液
統運轉風險,比較各廠安全防護設 直到廢硫酸內雙氧水濃度降至50 研究方法 下:
加熱至340℃(硫酸沸點),去除水 ppm以下才完成去雙氧水程序。而
計,提出硬體安全設計及操作安全 加HCl催化法 – 桶槽內失控反應造成槽體破裂,
分與雜質,硫酸經冷凝收集調整後 循環反應過程中產生的廢氣,會經
防護,作為未來新系統規劃參考。 導致廢硫酸及氯氣外洩
再供製程使用(如 圖1)。廢硫酸回收 以HCl為催化劑,與廢硫酸中的雙 由洗滌塔 (Local Scrubber) NaOH 本文以台南C廠廢硫酸去除雙氧水
率可達95%以上。但缺點為耗能, 氧水反應生成氯氣、氧氣、水 中和洗滌後排放至中央廢氣洗滌塔 系統進行HAZOP製程危害評估, – 管中加藥失控導致反應管線爆
裂,造成廢硫酸及氯氣外洩
需負擔較大的成本。 (Central Scrubber)處理後,排放至 P&ID 圖3所示。由具有安全衛生、
文獻探討 H O 2 + HCl → H 2 O + HOCl 大氣。 工程經驗及製程操作人員等共同組 – Local Scrubber失效造成氯氣外
2
活性碳催化法 [7] HOCl + HCl ↹ H 2 O + Cl 2 成小組進行研討,藉由腦力激盪方 洩
HOCl + H 2 O 2 → H 2 O + HCl + O 2
廢硫酸去除雙氧水方法探討 以活性碳進行H 2 O 2 催化的機制: 廢硫酸去雙氧水系統的安全機制 式找出本系統運作上潛在危害區段
蒐集目前業界針對廢硫酸去雙氧水 透過活性碳表面的氫氧根離子與離 H 2 O 2 + Cl 2 → 2HCl + O 2 介紹 及操作程序。透過製程或操作程序 桶槽內失控反應造成槽體破裂,導
-
處理方式大致有三種方法:真空蒸 子態雙氧水(HO 2 )進行交換進而產 總反應:2H 2 O 2 → O 2 + 2H 2 O (HCl 廠商原始廢硫酸去除雙氧水系統安 研討節點 表1 ,利用引導字與操作 致廢硫酸及氯氣外洩
餾法、活性碳催化法、加HCl催化 生過氧化自由基,此自由基再與雙 為催化劑) 全設計,共有多項的安全連鎖保 參數列出製程偏離,找出可能原因 – HCl加藥過量,造成失控反應
42 FACILITY JOURNAL DECEMBER 2018 43