
Page 48 - Vol.32
P. 48
Tech
Notes
技術專文
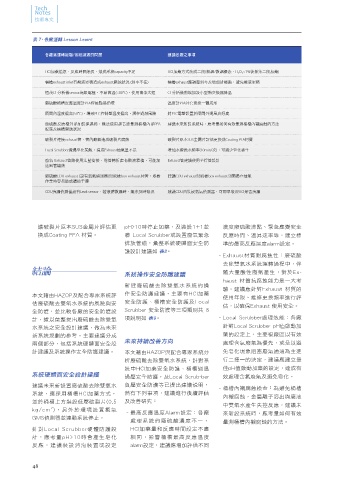
表 7、各廠運轉 Lesson Learnt 表 8、系統硬體面安全設計建議說明表
各廠區運轉經驗/曾經遭遇的問題 建議各廠之事項 硬體防護設計 說明
HCl加藥追逐,反應時間過長,造成系統capacity不足 HCl加藥方式改成二段(粗調/微調概念,H 2 O 2 <1%後採第二段加藥) HCl桶槽加藥 建議桶槽加藥方式:HCl直接加入桶槽,可避免管中加藥方式,因氣塞造成管路蓄壓破裂的風險
桶槽exhaust inlet有酸液累積造成exhaust腐蝕狀況 (斜率不佳) 桶槽exhaust應調整斜率及增加排酸點,避免酸液累積
2
桶槽過壓緊急排放 建議桶槽設置機械式低壓破裂片(0.5kg/cm ):裝設機械式低壓破裂片可因應桶槽失控反應時,提前將桶槽
內大量氣體排放至exhaust,避免桶槽蓄壓破裂
恆茂Cl-分析儀sensor為銀電極,不耐高溫(<80°C),使用壽命太短 Cl-分析儀前端加設小型熱交換器降溫
廢硫酸桶槽反應溫度計PFA焊接點易損壞 溫度計PFA外套更換一體成形 環境氯氣洩漏偵測 建議環境GMS偵測連動系統停止:廢氣中氯氣為環保署公告列管毒性化學物質,若環境GMS偵測有氯氣外
洩,應立即停止系統,使氯氣外洩異常狀況不再惡化
隔間內溫度偏高(50°C),導致PLC控制盤溫度偏高,潛在過熱風險 將PLC電盤設置於隔間外通風良好處
廢硫酸反應槽外部加設保溫棉,無法使用超音波量測桶槽內部PFA 建議未來新設系統時,應考量如何有效量測桶槽內襯腐蝕的方法 Local Scrubber設置消泡裝置 Local Scrubber循環水pH>10時,會有易於廢氣中氯氣去除效率,然會增加產生皂化現象風險,建議設置消
脫落及桶槽腐蝕狀況 泡裝置,或設定pH>10時停止加藥,以避免皂化泡沫阻塞廢氣通道狀況
破裂片連接exhaust管,管內酸氣造成破裂片腐蝕 破裂片原本SUS金屬片評估更換成Coating PFA材質
1+1 Local Scrubber並聯設計 Local Scrubber廢氣通道阻塞時,可能造成氯氣排放量增加,建議可設置並聯設計之1+1 Local Scrubber或設
或緊急排放管道 置緊急排放通道
Local Scrubber遭遇皂化問題,造成Exhaust抽氣量不足 增加水槽換水頻率(10min/次),可減少皂化發生
廢氣 Exhaust管路使用法藍銜接,彎管轉折處有酸液累積,可能加 Exhaust管建議使用全焊管設計 破裂片採用耐腐蝕材質 避免管內酸氣造成破裂片腐蝕
速風管鏽蝕
廢硫酸CDU exhaust (設有氯氣偵測器)與取樣box exhaust共管,取樣 建議CDU exhaust與取樣box exhaust分開獨立抽氣
作業時容易造成讀值干擾
表 9、建議系統操作安全防護設定說明表
CDU洩漏偵測僅設有Leak sensor,若液體微漏時,無法及時發現 建議CDU內裝設氯氣偵測器,可即早發現HCl是否洩漏
安全防護類別 安全防護項目 說明
HCl加藥 加藥設定 訓練合格人員方可執行HCl加藥設定,加藥設定須由密碼權限設定
安全防護
議破裂片原本SUS金屬片評估更 pH>10時停止加藥,及裝設1+1並 濃度廢硫酸沸點、緊急應變安全 HCl加藥斜率alarm,連動停止HCl加藥 應定義HCl標準加藥斜率,並設定 OOC & OOS alarm
換成Coating PFA 材質。 聯 Local Scrubber或設置廢氣緊急 反應時間、溫昇速率等,建立標
加藥時間防呆設定,連動停止HCl加藥 應定義HCl標準加藥時間,並設定OOC & OOS alarm
排放管道,彙整系統硬體面安全防 準的最高反應溫度alarm設定。
兩段式且少量多次加藥 建議採取兩段式且少量多次HCl加藥方式,可精準控制HCl加藥量,避免加藥追
護設計建議如 表8 。
– Exhaust材質耐腐蝕性:廢硫酸 逐,另多次少量加藥方式可避免過量HCl加藥造成失控反應
去除雙氧水系統運轉過程中,伴 桶槽 桶槽exhaust負壓不足alarm,連動停止 桶槽應保持負壓狀態,避免氯氣外洩,建議桶槽負壓< -150pa時,啟動負壓
結論 系統操作安全防護建議 隨大量酸性廢氣產生,對於Ex- 安全防護 HCl加藥 alarm,連動停止HCl加藥
haust 材質抗腐蝕能力是一大考 桶槽過溫alarm,連動停止HCl加藥並啟 最高反應溫度alarm設定應將廢硫酸液體的沸點納入設定考量,應低於沸點並
新建廢硫酸去除雙氧水系統的操 動冷卻循環 預留異常昇溫至少1小時異常處理時間
驗。建議應針對Exhaust 材質的
本文藉由HAZOP及配合專家系統評 作安全防護建議,主要有HCl加藥 使用年限、維修更換頻率進行評 桶槽溫昇斜率alarm,連動停止HCl加藥 定義溫昇斜率Alarm 防護,建議<0.5°C/min
估廢硫酸去雙氧水系統的風險與安 安全防護、桶槽安全防護及Local 估,以確保Exhaust 使用安全。 Local 循環水pH alarm,連動 啟停NaOH加藥 考量pH>10時容易發生皂化現象,建議控制循環水pH<10 (note:若考量廢氣處
全防護,並比較各廠的安全防護設 Scrubber 安全防護等三項類別共 8 Scrubber 理效能,欲提升循環水pH>10,應設置消泡裝置時,以避免皂化泡沫阻塞廢氣
計,據以彙整提出廢硫酸去除雙氧 項說明如 表9。 – Local Scrubber處理效能:各廠 安全防護 通道)
水系統之安全設計建議,做為未來 針對Local Scrubber pH值啟動加 Exhaust負壓不足alarm Local Scrubber應保持負壓狀態,避免氯氣外洩,建議負壓< -150pa時,啟動負
新系統規劃的參考。主要建議分成 藥的設定上,主要視廠區以有效 壓alarm,連動停止HCl加藥
未來持續改善方向
兩個部分,包括系統硬體面安全設 處理含氯廢氣為優先,或是以避
計建議及系統操作安全防護建議。 本文藉由HAZOP與配合專家系統分 免皂化現象阻塞廢氣通道為主進
析廢硫酸去除雙氧水系統,針對系 行二擇一的決定,建議應建立最
統中HCl加藥安全防護、桶槽過溫 佳pH值啟動加藥的設定,達成有 參考文獻
系統硬體面安全設計建議 過壓安全防護,及Local Scrub-ber 效處理含氯廢氣及避免皂化。 [1] 陳宏銘,F14B廢硫酸回收系統安全防護 [5] 李崑池,以HCL處理廢硫酸中H 2 O 2 系統
建議未來新設置廢硫酸去除雙氧水 負壓安全防護等已提出建議說明, 精進,ISE-TB EKM,2016。 製程安全評估報告(PHA),2016。
– 桶槽內襯腐蝕檢查:為避免桶槽 [2] 李崑池,雙氧水與銅離子於半導體電化 [6] Hiroshi Ogata, Norio Tanaka, Reduction
系統,應採用桶槽HCl加藥方式, 然有下列事項,建議進行後續評估 學電鍍製程應用之反應相容性研究,崑 of Waste in Semiconductor Manu-
內襯腐蝕,金屬離子溶出與廢液 山科技大學環境工程系,2015。 facturing Plant (Sulfuric Acid Recycling
並於桶槽上方裝設低壓破裂片(0.5 及改善研究:
中雙氧水產生失控反應,建議未 [3] 鍾佩如,酸鹼度對氯系消毒劑成份分布 Technology), Oki Technical Review 160,
2
kg / cm ),另外於環境設置氯氣 影響之模擬與驗證,國立臺灣大學生物 January 1998.
– 最高反應溫度Alarm設定:各廠 來新設系統時,應考量如何有效 產業機電工程所,2009。
GMS偵測器並連動系統停止。 Yoshihiro Koyama, Sulfuric Acid Reco-
處理系統的廢硫酸濃度不一、 量測桶槽內襯腐蝕的方法。 [4] 德地式工藝系統有限公司,全濃度不 very and Purification Technology, Ultra
同範圍內 3 種不同壓力下的沸點圖, Clean Technology, 9, 3, 1997, 159-162.
針對Local Scrubber硬體防護設 HCl加藥量和反應時間設定不盡
https://www.dedietrich.com/cn/jie-jue- [7] 李崑池,以活性碳進行半導體廠含雙
計,應考量pH>10時會產生皂化 相同,影響桶槽最高反應溫度 fang-he-chan-pin/wu-ji-suan-chu-li/liu- 氧水清洗製程廢液回收處理之研究,
suan-chu-li 2011,崑山科技大學環境工程系。
反應,建議裝設消泡裝置或設定 alarm設定,建議應增加評估不同
48 FACILITY JOURNAL DECEMBER 2018 49