
Page 61 - Vol.33
P. 61
Tech
Notes
技術專文
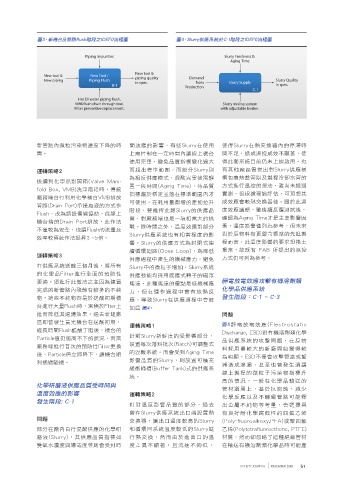
圖2、由研發製程至量產階段之IDEF0流程示意圖 圖3、新機台及管路flush階段之IDEF0流程圖 圖4、Slurry供應系統於C-1階段之IDEF0流程圖
Material Supply: SVM Material Supply: HVM Piping Impurities Slurry Freshness &
Cherry-picked Material Non-cherry-picked Material Aging Time
New tool &
New Facility New tool & New Tool / piping quality Demand
Demands from RD New RD New piping Piping Flush in spec. from Slurry Supply Slurry Quality
Process B-1 Production in spec.
A-0 C-1
New RD Recipe
Hot DI water piping flush.
RD Fab with Mini-Line VMB flush drain through tool. Slurry mixing system
Aged Piping Production Filter preventive replacement. with adjustable beaker.
& Supply System B-0 New RD Recipe &
Mini-Line CIT Recipe
New CIT Demands
Production Fab
with New Piping Mass
Mini-Line Production
New Tool / & Supply System
Piping Flush Yield Meet C-0
Target
B-1 B-2
新管路內微粒污染物濃度下降的時 間效應的影響,有些Slurry在使用 使得Slurry在熱交換器內的停滯時
間。 上需控制在一定時間內讓線上機台 間不足,造成溫控成效不顯著,使
使用完畢,避免品質指標變化過大 得此套系統目前仍未上線啟用。也
Production Stable Mass
Ramp-Up
Full Load Production 運轉策略2 而超出標準範圍,而部分Slurry則 有其他廠區曾提出對Slurry供應桶
C-1 C-2 C-3 為相反供應模式,混酸完畢後需靜 槽包覆熱盤管以及製程冷卻水管的
後續到化學品對閥箱(Valve Mani-
置一段時間(Aging Time),待品質 方式進行溫控的想法,雖尚未經過
fold Box, VMB)洗淨階段時,傳統
指標趨於穩定並落在標準範圍內才 實測,但根據理論評估,可預想其
廠務端自行利用化學桶自VMB排放
可使用。在耗用量劇增的產能拉升 成效應會較熱交換器佳。關於此溫
表 2、由 IDEF0 所分析出由研發至量產各個階段,所發生之問題及解決方法 管路(Drain Port)承接廢液的方式作
階段,要維持此類Slurry的供應品 度效應議題,雖後續反覆測試後,
Flush,改為請設備端協助,從線上
No. 問題發生階段 Problem / Potential Issue Operation Strategies 質,對廠務端也是一項相當大的挑 確認為Aging Time才是主要影響因
機台端的Drain Port排放,此作法
戰。除時間之外,溫度效應對部分 素,溫度影響僅列為參考,但未來
不僅較為安全,也讓Flush的流量及
Slurry供應系統也有相當程度的影 對於原物料有更嚴苛標準的先進製
1 B-1 新系統 & 管路內殘餘不純物過高,影響新機台Flush 以Hot DI 對新建管路進行Flush。 效率較傳統作法提昇3 ~5倍。
進度。 VMB Flush改由Tool端Drain管排放。 響。Slurry的供應方式為封閉式連 程而言,此溫度影響的要求恐捲土
新系統送酸三個月後,所有Filter進行一次預防性全面更換。
續循環迴路(Close Loop),為降低 重來,故既有 FAB 所提出的溫控
2 C-1 線上機台Slurry用量增加,影響slurry供應之新鮮度 / 建置 Batch Size可調整 / buffer tank 可擴充式的混酸系統。 運轉策略3 供應過程中產生的機械應力,避免 方式仍可列為參考。
Aging time,造成線上Defect。 建置溫控系統。
在供應系統送酸三個月後,將所有 Slurry中的微粒子增加,Slurry系統
3 C-1, C-2, C-3 有機溶劑類化學品供應系統易受靜電放電效應攻 針對高比阻抗之化學品,建置抗靜電供應系統。 的化學品Filter進行全面的預防性 供應動能均採用感應式轉子的磁浮
擊。 靜電放電效應攻擊有機溶劑類
更換。須進行此做法之主因為建置 馬達。此種馬達的優點是低機械應
4 C-1, C-2, C-3 B2H6類之混氣鋼瓶,須配合製程排出濃度微笑曲 建置原物料濃度自動微笑曲線,與機台根據COA自動調整Recipe功能。 完成的新管路內殘餘有較多的不純 化學品供應系統
線,線上再根據不同濃度進行Recipe手動微調。有 設置混氣濃度更精準之Mixer (比照GeH4)。 力,但在運作過程中會有放熱反
人為誤操作風險。 物,這些不純物容易於送酸初期機 應,導致Slurry在供應過程中會被 發生階段:C-1 ~ C-3
台進行大量Flush時,累積於Filter上 加溫 圖4 。
5 C3 大宗化學品原物料COA符合標準,供應至線上仍造 建立化學品過濾次數指標。
成Wet-pa defect,造成大量報廢。 建置完整有效的 pi-run系統。 進而降低其過濾效果。過去新建廠 問題
建置 particle counter monitor (@20nm)。
區即曾發生黃光機台在送酸初期,
運轉策略1 圖5靜電放電效應(Electrostatic
經長時間Flush醋酸丁脂後,機台的 Discharge, ESD)對有機溶劑類化學
針對Slurry新鮮度的受影響部分,
Particle值仍居高不下的狀況,而當 品供應系統的攻擊問題,在原物
設置每次落料批次(Batch)可調整式
廠務端進行首次的預防性Filter更換
(C-1)、產能滿載(C-2)以及穩定量 文也另外針對這運轉問題及應對策 機台進行機台洗淨(Flush)的階段, 的混酸系統。而會受到Aging Time 料耗用量較大的新廠開始變得較
後,Particle值立即降下,讓機台順
產(C-3)三個子階段。 略資訊繪製成IDEF0流程圖,這些 常發現有Flush效率不佳,機台在 影響品質的Slurry,則設置可擴充 為明顯。ESD不僅會攻擊管路或幫
利通過驗機。
流程圖及完整內容則詳述於以下各 Flush大量化學品後,微粒子污染物 緩衝桶槽(Buffer Tank)式的供應系 浦造成滲漏,甚至也曾發生過讓
小節。 (Particle) 數目仍居高不下的狀況, 統。 線上製程的微粒子污染物指標升
不僅延遲機台生產時間,也造成化 化學研磨液供應品質受時間與 高的情況。一般在化學品輸送的
結果與討論 學品浪費 圖3 。 溫度效應的影響 運轉策略2 管材選用上,基於抗腐蝕、減少
新建置之化學品供應系統洗淨 化學反應以及不鏽鋼管路可能釋
發生階段: C-1
時間長,影響機台生試產進度 針對溫度影響品質的部分,過去 出金屬不純物等考量,會選擇具
根據前一節IDEF0流程分析結果, 發生階段: B-1 運轉策略1 曾在Slurry供應系統出口端設置熱 有良好耐化學腐蝕性的四氟乙烯
所探討出由研發至量產各階段可能 首先在供應管路建置之初,以40℃ 問題 交換器,讓出口溫度較高的Slurry (Poly-fluoroalkoxy,PFA)或聚四氟
碰到的運轉問題及解決方法簡彙如 問題 之高溫去離子水(De-ionized, DI)取 部分在廠內自行混酸供應的化學研 和循環回系統溫度較低的Slurry進 乙烯(Polytetrafluoroethene, PTFE)
表2,共包含了五大項運轉問題以及 新FAB的運轉經驗上,在化學品供 代常溫DI水來對管路作Flush,根據 磨液(Slurry),其供應品質指標如 行熱交換,然而由於進出口的溫 材質,然而卻忽略了這種絕緣管材
十一項應對的運轉策略與建議。本 應系統及管路建置完成之初,線上 過去實測經驗,此作法可縮短30% 雙氧水濃度與導電度等則會受到時 度差異不顯著,且流速不夠低, 在輸送有機溶劑類化學品時可能產
60 FACILITY JOURNAL DECEMBER 2018 61