
Page 63 - Vol.33
P. 63
Tech
Notes
技術專文
圖5、醋酸丁脂供應系統於C-1至C-3階段之IDEF0流程圖 圖6、抗ESD攻擊之改善幫浦 圖7、混合氣體供應系統於C-1至C-3階段之IDEF0流程圖 圖9、大宗化學品供應系統於C-3階段之IDEF0流程圖
B A
ESD Effect on SS316EP Check Plug SS316EP Adapter Material Quality Particle Impurity
Piping & Pump Fluctuation
A
SS316EP Liquid Fittings
Demand Mixing Gas Demand Bulk Chem.
Demand NTD Quality from Mixing Gas Supply Quality in spec. from Bulk Chem. Supply Quality in spec.
from NTD Supply Production Production
Production in spec. B A C-1~C3 C3
C-1~C3
Auto smile curve arrange system with
smart link to tool recipe. Chemical filtration index.
Supply system with Advanced gas mixer with more Chemical pi-run system.
whole SUS 316 Material stable output concentration. Particle counter (< 20 nm).
表 3、醋酸丁脂供應幫浦受到 ESD 攻擊之狀況
結合條碼系統(Barcode)卡住鋼瓶的
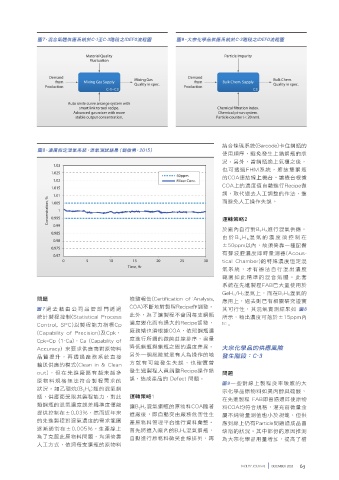
圖8、濃度恆定混氣系統,混氣測試結果(劉俊男,2015)
使用順序,避免發生上錯鋼瓶的狀
Site Pump A Check valve B Shaft Seal C Fitting
Status 況。另外,當鋼瓶換上氣櫃之後,
1.03
也可透過FHM系統,將該隻鋼瓶
1.025
50ppm
A Used 嚴重ESD受損焦黑痕跡 明顯ESD受損焦黑痕跡 ESD輕微焦黑痕跡 1.02 Mixer Conc. 的COA連結線上機台,讓機台根據
for COA上的濃度值自動進行Recipe微
18 Mon. 1.015
1.01 調,取代過去人工調整的作法,進
Concentration, % 0.995 1
而避免人工操作失誤。
1.005
B Used 輕微ESD焦黑痕跡 輕微ESD焦黑痕跡 無異常 0.99 運轉策略2
for 0.985 於廠內自行對B 2 H 6 進行混氣供應。
12 Mon. 由於 B 2 H 6 混氣 的濃 度須控 制在
0.98
±50ppm以內,故須倚靠一種配備
0.975
有聲波腔濃度即時量測器(Acous-
0.97
0 5 10 15 20 25 30 tical Chamber)的特殊濃度恆定混
Time, Hr
圖示 氣系統,才有辦法自行混出濃度
Check Valves A
範圍如此精準的混合氣體。此套
系統在先進製程FAB已大量使用於
Fitting C
B Shaft Seal
GeH 4 /H 2 混氣上,而在B 2 H 6 混氣的
問題 檢驗報告(Certification of Analysis,
應用上,過去則已有相關研究證實
圖7 過 去 藉 由 公 司 品 管 部 門 透 過 COA)不斷地對製程Recipe作調整。 其可行性,其混氣實測結果如 圖8
統計製程控制(Statistical Process 此外,為了讓製程不會因每支鋼瓶 所示,輸出濃度可落於±15ppm內
Control, SPC)以製程能力指標Cp 濃度變化而有過大的Recipe調整, [9] 。
(Capability of Precision)及Cpk, 廠務端也須根據COA,依照鋼瓶濃
生的ESD效應。有機溶劑類化學品 成熟製程上,ESD效應或許較不明 尚未發生過ESD攻擊造成幫浦破損
Cpk=Cp (1-Ca),Ca (Capability of 度進行所謂的微笑曲線排序,盡量
通常具有較高的比電阻抗(Specific 顯,但在最新製程上,醋酸丁脂供 或是管路滲漏的情況。此外,由此 降低鋼瓶與鋼瓶之間的濃度差異。
Accuracy) 來要求供應商對原物料 大宗化學品的供應風險
Resistance),不易導電,使得流 應系統的ESD效應就對黃光機台產 系統供應的線上機台,定期測得的 另外一個風險就是有人為操作的地
品質提升,再透過廠務系統直接 發生階段:C-3
體流動時跟管內壁摩擦所產生的靜 生了顯著影響。 微粒子的數量均在10顆以下的基 方就有可能發生失誤,也確實曾
輸送供應的模式(Clean in & Clean
電不易被流體帶走,再加上PFA材 準,幾乎是尚未採用全SUS供應系 out),但在先進廠區有越來越多 發生過製程人員調整Recipe操作錯 問題
質的管路與幫浦本身為絕緣材質, 運轉策略 統的一半水準,由此可見此全SUS 原物料規格無法符合製程需求的 誤,造成產品的 Defect 問題。
使得電荷會累積於管壁或幫浦元件 建置一套全部管件均為SUS 316 圖9一些對線上製程良率敏感的大
供應系統也確實對負顯影醋酸丁脂 狀況。如乙硼烷(B 2 H 6 )類的混氣鋼
上,當電荷量累積至一定程度時, 不鏽鋼材質的負顯影醋酸丁脂原物 宗化學品原物料如異丙醇與硫酸,
供應品質有實質上的幫助。有鑑於 瓶,供應商受限其製程能力,對此 運轉策略1 在先進製程 FAB即曾遇過即使原物
電流便會釋放而造成供應系統元件 料供應系統,供應幫浦則針對上述 類鋼瓶的混氣濃度誤差精準度僅能
此,近期正在興建的新系統均採納 讓B 2 H 6 混氣鋼瓶的原物料COA隨著 料COA均符合規格,灌充前微量金
的破損而終致漏液的狀況發生,更 易受到ESD攻擊的部分,改為SUS 提供控制在±0.03%,然而近年來
此項建議,將負顯影醋酸丁脂全 進廠後,即自動交由廠務危害性生 屬不純物量測值也小於規範,但供
甚將管材或幫浦元件內一些長碳鏈 316材質並接上接地線,如 圖6所 的先進製程對混氣濃度的需求範圍
SUS 316供應系統列為標準設計。 產原物料管理平台進行資料彙整。 應到線上仍有Particle問題造成晶圓
物質釋放出來,使得供應品質受到 示。由目前已建置全SUS 316負顯 逐漸通常在±0.005%。生產線上 首先將進入廠內的B 2 H 6 混氣鋼瓶, 缺陷的狀況。其中部份的原因推測
影響。 表3為負顯影醋酸丁脂供應 影醋酸丁脂供應系統的新廠運轉經 原物料規格無法符合線上需求 為了克服此原物料問題,均須倚靠 自動進行原物料微笑曲線排列,再 為大宗化學品用量增加,提高了槽
幫浦受到ESD攻擊的狀況。過去的 驗得知,此套供應系統穩定,至今 發生階段:C-1 ~ C3 人工方式,依照每支鋼瓶的原物料
62 FACILITY JOURNAL DECEMBER 2018 63