
Page 79 - Vol.44
P. 79
而不同的管路材質、管壁厚度、腐蝕程度、離距(探頭
與管路間隙)及管內流體種類等變因會影響資料的解讀,故
在分析訊號資料前,可以無缺陷管路、或是人工缺陷管路測
試量測訊號作為震幅基準值(類似標準件概念)及異常訊號範
例,以利實際量測時的腐蝕狀況判別。
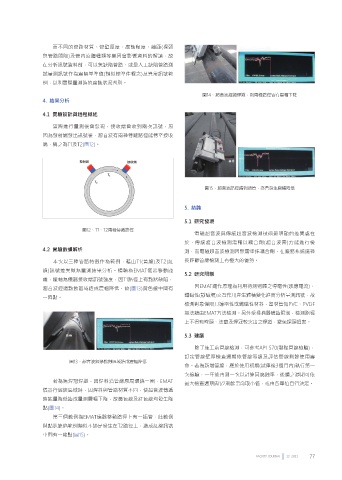
圖14、超音波經過焊道,則兩種路徑皆有震幅下降
4. 結果分析
4.1 實驗設計與過程概述
實際進行量測後會發現,接收端會收到兩次訊號,原
因為發射端發出訊號後,超音波有兩種傳遞路徑能傳至接收
端,稱之為T1及T2(圖12)。
圖15、超音波路徑遇到插管,亦會發生震幅降低
5. 結論
5.1 研究發現
圖12、T1、T2兩種傳遞路徑
電磁超音波與傳統超音波檢測技術最明顯的差異處在
於,傳統超音波檢測需輔以耦合劑(超音波膏)方能進行檢
4.2 實驗數據解析 測,而電磁超音波檢測因無需塗抹耦合劑,在廠務系統這種
本次以三種管路特徵作為範例,藉由T1(黃線)及T2(紅 長距離管線檢測上有極大的優勢。
線)訊號差異做為量測結果分析。橫軸為EMAT儀器移動距
5.2 研究限制
離,縱軸為儀器接收端訊號強度,因T1路徑上有點狀缺陷,
超音波經過點蝕區域造成震幅降低,故(圖13)黃色線中間有 因EMAT運作原理為利用待測物體之導電性(感應電流)、
一降點。 鐵磁性(靜磁場)交互作用產生體積變化進而分析量測訊號,故
檢測對象僅限具導電性或鐵磁性材料,塑材管如PVC、PVDF
無法藉由EMAT方法檢測。另外受掃描器構造限制,檢測路徑
上不得有彎頭、法蘭及焊冠較突出之焊道,避免探頭損害。
5.3 建議
除了施工前管線檢測,可參考API 570(製程管線檢驗),
訂定管線壁厚檢查週期依管線等級及評估管線剩餘使用壽
圖13、超音波經過點蝕區域造成震幅降低
命。若為新增管線,應於使用初期(試俥後3個月內)執行第一
次檢驗,一年後再測一次以計算其腐蝕率,後續之週期可依
若為無焊冠焊道,因焊料沿管線原周環繞一圈,EMAT 最大檢查週期與1/2剩餘壽命取小值,或由各單位自行決定。
儀器行經該區域時,因焊料與管路材質不同,使超音波傳遞
時能量降低造成量測震幅下降,故黃色線及紅色線均發生降
點(圖14)。
第三個範例為EMAT儀器移動路徑上有一插管,此範例
與點狀缺陷範例類似不過是發生在T2路徑上,造成紅線訊號
中間有一降點(圖15)。
FACILITY JOURNAL 12 2021 77