
Page 23 - Vol.11
P. 23
圖三、十四廠六期預鑄與場鑄區域的比較
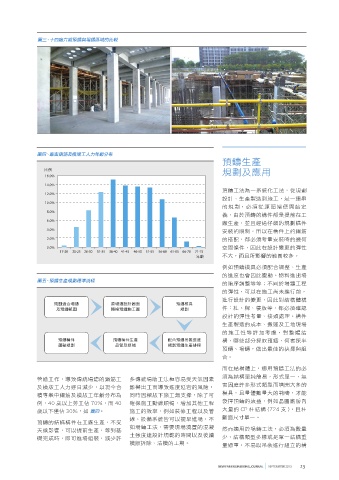
圖四、專案鋼筋及模版工人力年齡分布
預鑄生產
比例 規劃及應用
16.0%
14.0%
預鑄工法為一系統化工法,從規劃
12.0%
設計、生產製造到施工,是一連串
10.0%
的規劃,必須從源頭端便開始定
8.0%
義,由於預鑄的構件都是提前在工
6.0%
廠生產,並且經過仔細的規劃構件
4.0% 安裝的限制,所以在構件上的鋼筋
2.0% 的搭配,都必須考量安裝時的幾何
0.0% 空間條件,因此在設計變更的彈性
17-20 20-25 26-30 31-35 36-40 41-45 46-50 51-55 56-60 61-65 66-70 71-75
年齡 不大,而且所影響的範圍較多。
例如預鑄模具必須配合調整、生產
的進度也會因此變動、物料進出場
圖五、預鑄生產規劃標準流程
的順序調整等等;不同於場鑄工程
的彈性,可以在施工尚未進行前,
進行設計的變更,因此對結構體構
規劃適合場鑄 原場鑄設計圖面 預鑄模具
及預鑄範圍 轉換預鑄施工圖 規劃 件:柱、樑、樓版等,都必須確認
設計的彈性考量、接頭處理、構件
生產製造的成本、搬運及工地現場
的施工性等詳加考慮,對整體結
預鑄構件 預鑄構件生產 配合預鑄吊裝進度 構,哪些部分採取預鑄,何者採半
運輸規劃 品管及修補 規劃預鑄生產排程
預鑄、場鑄,做出最佳的抉擇與組
合。
而在結構體上,適用預鑄工法的必
須為結構單純簡易,形式單一,無
營造工作,導致傳統場鑄的鋼筋工 多傳統場助工法極容易受天氣因素
需因應許多形式類型而增開大多的
及模版工人力逐日減少,以現今台 影響出工而導致進度延宕的風險,
積專案中鋼筋及模版工年齡分布為 同時因樑版下施工無支撐,除了可 模具,且量體數量大的範疇,才能
例,40 歲以上勞工佔 70%,而 40 確保施工動線順暢,增加其他工程 發揮預鑄的效益,例如晶圓廠房內
歲以下僅佔 30%,如 圖四。 施工的效率,例如裝修工程以及管 大量的 CP 柱結構 (724 支 ),且柱
線、設備系統皆可以提早進場,不 斷面尺寸單一。
預鑄的結構構件在工廠生產,不受
如場鑄工法,需要現場澆置的混凝
天候影響,可以提前生產,等到基 然而適用於場鑄工法,必須為數量
土強度達設計規範的時間以及後續
礎完成時,即可進場組裝,減少許 少、結構類型多樣或是單一結構重
模版拆除、清模的工期。 量過重,不易以吊裝進行組立的構
NEW FAB ENGINEERING JOURNAL SEPTEMBTER 2013 23