
Page 24 - Vol.11
P. 24
Tech
Notes
技術專文
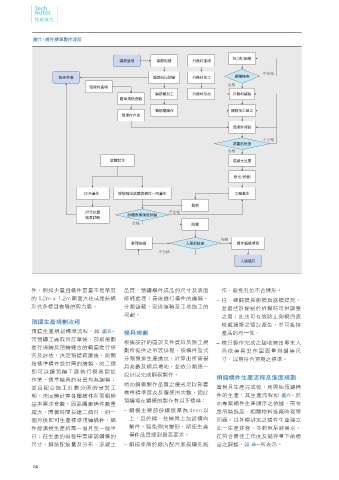
圖六、構件標準製作流程
鋼筋進場 鋼筋取樣 外飾材進場 拆/清/組模
不合格
報告存查 鋼筋抗拉試驗 外飾材加工 鋼模檢查
合格
預埋件進場
鋼筋籠加工 外飾材存放 外飾材舖貼
數量規格查驗
鋼筋籠儲存 鋼筋加工組立
預埋件存放
預埋件埋設
不合格
澆置前檢查
合格
試體製作 混凝土澆置
粉光/粉刷
28 天養生 脫模強度試體與構件一同養生 工廠養生
鬆模
28天抗壓 不合格
試體脫模強度試驗
強度試驗
合格 脫模
合格
整理修補 入庫前檢查 構件編號填寫
不合格
入庫儲存
件,例如少量且構件重量不易吊裝 品質、預鑄構件成品的尺寸及表面 作,避免孔位不合情形。
的 1.2m x 1.2m 斷面大柱或是結構 修補處理;最後進行構件的編碼、 – 柱、樑鋼模採側模與底模焊死,
形式多樣且複雜的剪力牆。 分類儲藏,安排運輸至工地施工的 並留些許餘裕於拆模時可供調整
規劃。
之用;此法可有效防止側模與底
預鑄生產規劃流程
模處漏漿之情況產生,並可維持
預鑄生產規劃標準流程,如 圖五 。 模具規劃 產品的均一性。
當預鑄工廠取得訂單後,前期規劃
根據設計的圖說文件資料及施工規 – 模具製作完成之驗收需由專案人
進行場鑄及預鑄適合的範圍進行研
劃所提供之吊裝排程,按構件型式 員 依 模 具 製 作 圖 面 量 測 鋼 模 尺
究及評估,決定預鑄範圍後,則開
分類預排生產進度,計算出所需模 寸,以期符合預期之標準。
始標準構件設計圖的繪製,約二週
具套數及模具場地,並依分類逐一
即可以讓預鑄工廠執行模具開設
設計以完成鋼模製作。
作業,通常模具的材質均為鋼模; 預鑄構件生產流程及進度規劃
然而鋼模製作品質之優劣足以影響
並且配合施工計劃分區的吊裝工 當模具生產完成後,則開始預鑄構
構件精準度及反覆使用次數,因此
期,來回饋計算各種構件所需鋼模 件的生產,其生產流程如 圖六。然
預鑄場在鋼模的製作有以下標準:
基本需求套數,因晶圓廠構件數量 而專案構件生產順序之依據,需考
龐大,開模時間長達二個月,約一 – 鋼模主要部份鋼版厚為 4mm 以 慮吊裝進度、相關物料進廠時程等
個月後即可生產標準預鑄構件,構 上,且於樑、柱模具上加設橫向 問題。以各模排定之構件生產建立
件能滿模生產約需一個月至一個半 繫件,避免側向變形,期使生產 此一生產排程,並對照吊裝需求,
月;在生產的過程中需確認鋼模的 構件品質達到最高要求。 在符合最佳工作度及儲存量下做適
尺寸、鋼筋配筋量及分布、混凝土 – 鋼模承商於廠內配合底模鑽孔施 當之調整,如 表一所表示。
24