
Page 27 - Vol.11
P. 27
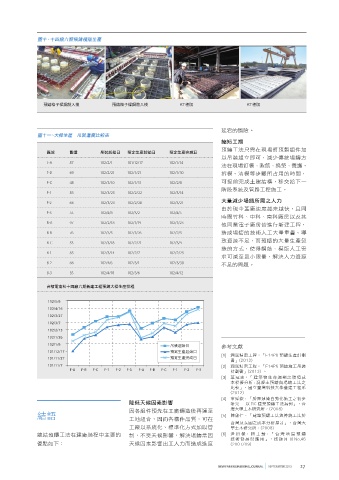
圖十、十四廠六期預鑄樓版生產
預鑄格子樑鋼筋入模 預鑄格子樑鋼筋入模 KT樓版 KT樓版
延宕的風險。
圖十一、大樑生產─吊裝進度比較表
縮短工期
預鑄工法只需在現場將預製組件加
區域 數量 吊裝起始日 預定生產起始日 預定生產完成日
以吊裝組立即可,減少傳統場鑄方
F-A 87 102/2/1 101/12/17 102/1/14
法在現場釘模、紮筋、搗築、養護、
F-B 69 102/2/21 102/1/21 102/1/30 拆模、清模等步驟所占用的時間,
F-C 48 102/3/10 102/1/31 102/2/8 可提前完成土建結構,移交給下一
階段系統及管路工程施工。
F-1 83 102/3/23 102/2/22 102/3/14
大量減少場鑄所需之人力
F-2 66 102/3/23 102/2/28 102/3/21
由於現今蓋廠速度越來越快,且同
F-3 55 102/4/8 102/3/2 102/4/5
時間竹科、中科、南科廠房以及其
B-A 97 102/2/18 102/1/19 102/1/23
他同業電子廠房皆進行新建工程,
B-B 76 102/3/5 102/1/26 102/2/5 造成場鑄的技術人工大量重疊、導
致資源不足,而預鑄的大量生產製
B-C 53 102/3/18 102/2/21 102/3/4
造的方式,使得鋼筋、模版人工需
B-1 83 102/3/14 102/2/7 102/2/25
求可減至最小限量,解決人力資源
B-2 66 102/4/6 102/3/1 102/3/30
不足的問題。
B-3 55 102/4/18 102/3/6 102/4/12
台積電南科十四廠六期新建工程預鑄大樑生產排程
102/5/6
102/4/16
102/3/27
102/3/7
102/2/15
102/1/26
102/1/6 吊裝起始日 參考文獻
101/12/17 預定生產起始日
[1] 潤泓精密工程,「F14P6 預鑄生產計劃
101/11/27 預定生產完成日
書」(2013)
101/11/7 [2] 潤泓精密工程,「F14P6 預鑄施工吊裝
F-A F-B F-C F-1 F-2 F-3 F-A F-B F-C F-1 F-2 F-3
計劃書」(2013) 。
[3] 葉冠志,「建築物生命週期之環境成
本模擬分析 : 混凝土預鑄與場鑄工法之
比較」,國立臺灣科技大學營建工程系
(2012)
[4] 章舜欽,「房屋建築自動化施工之初步
降低天候因素影響 研究 -以 RC 建築預鑄工法為例」,台
因各組件預先在工廠鑄造後再運至 灣大學土木研究所,(2008)
結語 工地組合,因而各構件品質,可在 [5] 陳啟仁,「建築預鑄工法與傳統工法於
台灣及泰國之成本分析探討」,台灣大
工廠以系統化、標準化方式加以管 學土木研究所,(2008)
總結預鑄工法在建廠過程中主要的 制,不受天候影響,解決場鑄常因 [6] 尹衍樑,賴士勳,「台灣地區預鑄
技術發展與應用」,技師月刊 No.46
優點如下: 天候因素影響出工人力而造成進度 (2007/09)
NEW FAB ENGINEERING JOURNAL SEPTEMBTER 2013 27