
Page 34 - Vol.23
P. 34
Tech
Notes
技術專文
上高出氖氣許多,因此,在原物料
圖 1、惰性製程氣體回收主系統示意圖
成本的考量下,氦氣也具有相當可
觀的回收價值。另一個有必要回收
FAB Gas Yard
氦氣的主要考量則是氦氣為一種不
Used process gas
可再生的資源,其主要來源為陸地 Hi-pressure
(Tools) Storage Tank
岩石中的放射性物質緩慢且穩定衰 Cylinders
變過程中的副產物,一但從大氣中 Booster or
Lo-pressure Pump Trailer
排放後,將直接溢散至外太空,無 Buffer Tank
法透過地球上的氣體循環再利用 [3],
[4], [5]
。目前尚未存在人工的製氦方
法,現今全球的氦氣來源幾乎全為
提煉天然氣過程中的副產品,大多 圖 2、壓力迴授控制系統示意簡圖
由中東地區或是美國西南部的大型
石油和天然氣田所採集而得。近年
PLC
來即有科學家發出警告,若再不有
效控管氦氣的使用,在未來 25 至
30 年內,地球上的氦氣存量即會
耗用殆盡。
氦氖製程廢氣中常會混有其他的惰
PT
性氣體,如氬、氪及氙等,這些惰
性氣體均極不易與其他物質產生化
學反應,故難以利用化學吸附的方
Tools Lo-pressure Booster Hi-pressure
式,精煉出高純度的氦氖。然而, Buffer Tank Storage Tank
氦氖均有極低沸點的特性,此一特
性雖然無法使氦氖利用傳統分餾塔
的方式加以精煉,但卻為極低溫吸
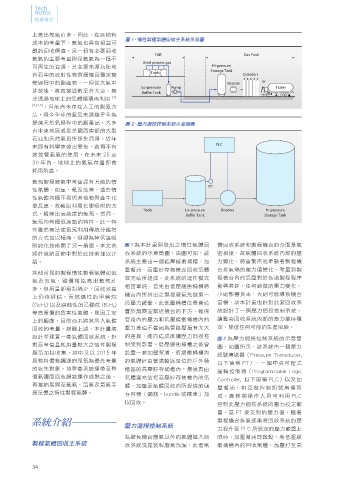
附純化技術開了另一扇窗。本文也 圖1 為本計畫開發出之惰性氣體回 體回收系統和製程機台的介面是氣
將於後續章節中對於此技術加以介 收系統的示意簡圖,由圖可知,該 密相接,故氣體回收系統內部的壓
紹。 系統主要由一個低壓緩衝桶槽、加 力變化,將會緊密地牽動著製程機
壓幫浦、高壓貯存桶槽及回收氣體 台排氣端的壓力值變化。考量到製
其他常見的製程惰性製程氣體如氪
灌充站所組成。此系統的運作模式 程機台內的氣壓對於各道製程程序
氣及氙氣,雖價格遠高出氦氖許
相當單純,首先由低壓緩衝桶槽將 影響甚鉅,任何細微的壓力變化,
多,但用量卻相對稀少,回收效益
機台內所排出之製程廢氣先做第一 小則影響良率,大則可能導致機台
上仍待評估。而燃燒性的甲鍺烷
(GeH 4 ) 以及腐蝕性的乙硼烷 (B 2 H 6 ) 段壓力緩衝。此低壓桶槽位置會設 當機,故本計畫也針對此套回收系
等高單價的危害性氣體,則因工安 置於無塵室鄰近機台的下方,確保 統設計了一個壓力迴授控制系統,
上的顧慮,目前尚未將其列入氣體 管路內的壓力和低壓緩衝桶槽內的 讓整套回收系統內部的壓力維持穩
回收的考量。綜觀上述,本計畫將 壓力差值不會因為管路壓損有太大 定,降低任何可能的生產風險。
設計並建置一套氣體回收系統,針 的差異,進而造成後續壓力回授控 圖2 為壓力迴授控制系統的示意簡
對高單價且耗用量較大之惰性製程 制受到影響。低壓緩衝桶槽之後會 圖,如圖所示,該系統由一個壓力
廢氣加以收集,其中又以 2015 年 設置一套加壓幫浦,將緩衝桶槽內
訊號傳送器(Pressure Transducer,
原物料價格飆漲的氖氣為優先考量 的氣體經由管溝輸送至位於戶外桶 以下簡稱 PT)、一個中央可程式
的收集對象。待整套系統連帶至整 槽區的高壓貯存桶槽內,最後再由
邏輯控制器(Programmable Logic
個氣體商回收網絡運作成熟之後, 氣體灌充站把高壓貯存桶槽內的氣 Controller, 以下簡稱 PLC)以及加
再接續展開至氦氣、氙氣及氪氣等 體,加壓至氣體回收商所提供的儲 壓幫浦,相互做控制訊號串連而
高單價之惰性製程氣體。 存容器(鋼瓶、bundle 或槽車)加 成。廠務端操作人員可利用 PLC
以回收。 控制此壓力迴授系統的壓力設定範
圍,當 PT 接受到的壓力值,隨著
系統介紹 製程機台排氣逐漸將回收系統的壓
壓力迴授控制系統
力提升至 PLC 所設定的壓力範圍上
為避免機台廢氣以外的氣體進入回 限時,加壓幫浦即啟動,將低壓緩
製程氣體回收主系統 收系統或是製程廢氣洩漏,此套氣 衝桶槽內的回收氣體,加壓打至高
34