
Page 35 - Vol.23
P. 35
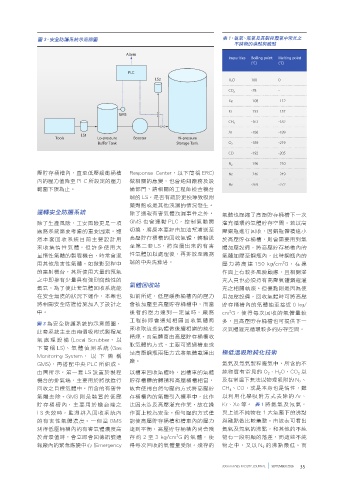
圖 3、安全防護系統示意簡圖 表 1、氦氣、氖氣及其製程廢氣中常見之
不純物的沸點與融點
Alarm
Impurities Boiling point Melting point
(°C) (°C)
PLC
LS2 H 2 O 100 0
CO 2 -78 -
Xe -108 -112
Kr -153 -157
GMS
-161 -182
CH 4
Ar -186 -189
LS1
Tools Lo-pressure Booster Hi-pressure
Buffer Tank Storage Tank O 2 -189 -219
CO -192 -205
-196 -210
N 2
壓貯存桶槽內,直至低壓緩衝桶槽 Response Center,以下簡稱 ERC) Ne -246 -249
內的壓力值降至 PLC 所設定的壓力 做相關的應變,也會通知廠務及設
He -269 -272
範圍下限為止。 備部門,請相關的工程師檢查機台
端的 LS,是否有疏於更換導致吸附
藥劑飽或是其他洩漏的情況發生。
運轉安全防護系統 除了通報有害氣體洩漏事件之外, 氣體也壓縮了高壓貯存桶槽下一次
除了生產風險,工安風險更是一項 GMS 也會連動 PLC,控制氣動閥 灌充循環的氣體貯存空間。若以高
廠務系統需要考慮的重要因素。雖 切換,將原本要經由加油幫浦送至 壓鋼瓶進行回收,因鋼瓶體積遠小
然本套回收系統目前主要設計用 高壓貯存桶槽的回收氣體,轉輸送 於高壓貯存桶槽,則會需要用到氣
來收集惰性氣體,但許多使用大 至第二套 LS,將洩漏出來的有害 體加壓設備,將高壓貯存桶槽內的
量惰性氣體的製程機台,時常會混 性氣體加以處理後,再排放至廠務 氣體加壓至鋼瓶內,此時鋼瓶內的
2
用其他危害性氣體。如微影製程中 端的中央洗滌塔。 壓 力 將 高 達 150 kg/cm G,在操
的雷射機台,其所使用大量的氖氣 作面上有較多風險顧慮,且相關灌
之中即摻有少量具有強烈腐蝕性的 充人員也必須持有高壓氣體鋼瓶灌
氣體回收站
氟氣。為了使此套氣體回收系統能 充之相關執照。但優點則是因為使
在安全無虞的狀況下運作,本案也 如前所述,低壓緩衝桶槽內的壓力 用加壓設備,回收氣體時可將高壓
將相關安全防護措施加入了設計之 會被加壓至高壓貯存桶槽中,而當 貯存桶槽內的氣體抽至接近 0 kg/
2
中。 後者的壓力達到一定量時,廠務 cm G,使得每次回收的氣體量較
工程師即會通知相關回收氣體商 多,且高壓貯存桶槽也可提供下一
圖3 為安全防護系統的示意簡圖,
來收取這些氣體做後續相關的純化 次氣體灌充循環較多的貯存空間。
此套系統主要由兩個吸附式製程尾
精煉。而氣體商由高壓貯存桶槽收
氣 處 理 設 備 (Local Scrubber, 以
取氣體的方式,主要可透過槽車或
下簡稱 LS)、氣體偵測系統 (Gas
是高壓鋼瓶兩種方式將氣體載運出 極低溫吸附純化技術
Monitoring System, 以 下 簡 稱
廠。
GMS),再搭配中央 PLC 所組成。 氦氣及氖氣製程廢氣中,所含的不
由圖所示,第一套 LS 設置於製程 以槽車回收氣體時,因槽車的氣體 純物質有常見的 O 2 、H 2 O、CO 2 以
機台的排氣端,主要用於將欲進行 貯存槽體的體積和高壓桶槽相當, 及在常溫下無法以物理吸附的 N 2 、
回收之目標氣體中,所含的有害性 故會使用自然勻壓的方式將高壓貯 CH 4 、CO,或是本身也是惰性,難
氣體去除。GMS 則是裝置於低壓 存桶槽內的氣體引入槽車中,此作 以利用化學吸附方式去除的 Ar、
貯存桶槽內,主要用於機台端之 法因未涉及高壓灌充作業,故在操 Kr、Xe 等。 表1 將氦氣及氖氣,
LS 失效時,監測排入回收系統內 作面上較為安全。但勻壓的方式僅 與上述不純物在 1 大氣壓下的沸點
的有害性氣體濃度。一但當 GMS 能使高壓貯存桶槽和槽車內的壓力 與融點做比較彙整。由該表可看出
測得低壓桶槽內的有害氣體濃度高 達到平衡,高壓貯存桶槽內尚會殘 氦氣及氖氣的沸點,和其他的不純
2
於背景值時,會立即會回傳訊號通 存 約 2 至 3 kg/cm G 的氣體,使 物有一段明顯的落差,而這些不純
報廠內的緊急應變中心 (Emergency 得每次回收的氣體量受限。殘存的 物之中,又以 N 2 的沸點最低。而
300mm FABS FACILITY JOURNAL SEPTEMBER 2016 35