
Page 65 - Vol.31
P. 65
Tech
Notes
技術專文
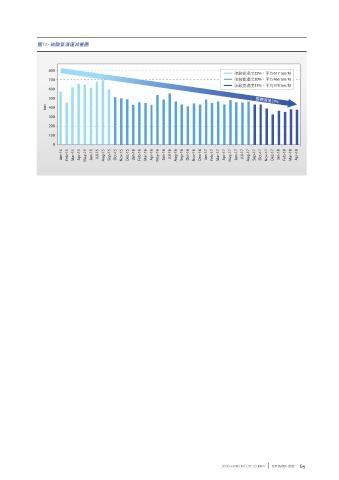
圖9、模擬CDA曝氣硫酸氨濃度變化 圖11、硫酸氨清運減量圖
37.5
800
37.0 實驗一 硫酸氨濃度25%,平均617 ton/M
實驗二 700 硫酸氨濃度30%,平均466 ton/M
36.5
硫酸氨濃度33%,平均378 ton/M
600
36.0
500
35.5 整體減量39%
% ton 400
35.0
300
34.5
200
34.0
100
33.5
0
33.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 Jul-15 Jul-16 Jul-17
Hr Jan-15 Feb-15 Mar-15 Apr-15 May-15 Jun-15 Aug-15 Sep-15 Oct-15 Nov-15 Dec-15 Jan-16 Feb-16 Mar-16 Apr-16 May-16 Jun-16 Aug-16 Sep-16 Oct-16 Nov-16 Dec-16 Jan-17 Feb-17 Mar-17 Apr-17 May-17 Jun-17 Aug-17 Sep-17 Oct-17 Nov-17 Dec-17 Jan-18 Feb-18 Mar-18 Apr-18
圖10、模擬CDA曝氣實驗結果硫酸氨結晶照片
初始 24 小時後 2 星期後
透明液態 部分結晶尚有液態 完全固態結晶
效地將硫酸氨濃度由25%提升至 設計濃度25%提升至33%,以及模 參考文獻
33%,整體硫酸銨廢液減少39% 擬CDA循環風乾硫酸氨,瓶杯實驗
[1] 李九龍、張瑩輝、張淑慧,利用中空纖
圖11 ,達廢棄物減量目的。 結果甚至能將硫酸氨廢液風乾至無 維膜接觸器結合硫酸水溶液去除廢液中
氨氮之研究。
水硫酸氨固態結晶,倘若能經由系
[2] 任建新,膜分離技術及其應用,北
統設計,將此概念套用於廠內硫酸 京:化學工業出版社,第101-103頁,
2003。
氨儲存桶槽,硫酸氨濃度必能大幅
[3] 楊東昱、謝奇旭、李新通,中空透氣纖
結論 提升,並朝著廢棄物零排放目標精 維膜於廢水中氨氮去除之應用。
進。 [4] 工業技術研究院,氨氮廢水處理技術介
紹與應用,2012。
經過實際廠內氨氮處理系統運轉參
數之優化、硫酸氨回流水側提高原
水濃度,能有效地將硫酸氨濃度由
64 300mm FABS FACILITY JOURNAL SEPTEMBER 2018 65