
Page 70 - Vol.40
P. 70
55
54
56
57
58
53
51
52
Tech 59 60
Notes
技術專文
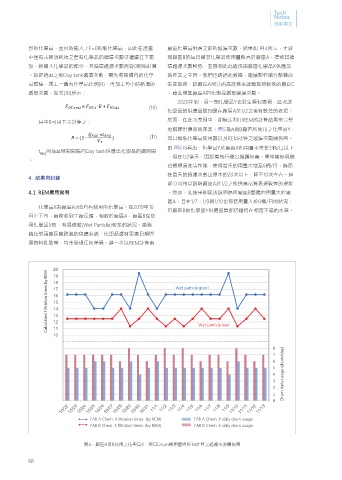
份的化學品,並同時補入了F=0的新化學品,因此在這當 廠區化學品供應之前的過濾次數,結果如 圖4所示,才發
中僅有未被消耗掉之舊有化學品的循環次數可繼續往下累 現廠區B的每日桶裝化學品使用量略高於廠區A,導致其循
加,新補入化學品的部分,其循環過濾次數需從0開始計算 環過濾次數較低,並推測此為造成兩廠區化學品X供應品
。故經過∆t之後Day tank循環次數,需先將桶槽內的化學 質差異之主因。我們也透過此數據,建議製程端分散機台
品體積,乘上一舊有化學品比例(R),再加上每小時新增的 生產負荷,讓廠區A部分的產能移至運轉負荷較低的廠區C
循環次數,如式(10)所示: ,藉此增進廠區A的化學品循環過濾次數。
2020年初,另一劑化學品Y也發生類似案例,這次該
��͵�₊�� � ��͵� ⋅ � ��͵�� (10)
化學品的供應品質則是在廠區A於1/2之後有較差的表現。
其中R可用下示計算之: 然而,在此次案例中,卻無法利用REM的計算結果來完整
地解釋供應品質差異。圖5為A與B廠區所使用之化學品Y,
��� � ��� (11)
� (1� ) 每日桶裝化學品使用數以及REM計算之過濾次數關係圖。
�
由 圖6可看出,化學品Y於廠區A的用量平常在3桶/日以下
t 則為∆t時間間隔內Day tank供應出化學品的總時間
REQ ,但在1/2當天,因設備執行機台維護保養、異常查修與機
。
台桶槽清洗等作業,使得當天的用量突增至6桶/日,進而
使當天的過濾次數由原本的20次以上,降至10次左右。這
4. 結果與討論
部分可用以說明廠區A於1/2之後供應品質表現較差的現象
4.1 REM應用實例 。然而,此結果卻無法說明為何廠區B整體的用量大於廠
區A,且在1/7、1/9與1/10也有使用量大於6桶/日的狀況,
化學品X為廠區A及B均有使用的化學品。在2019年10
但廠區B的化學品Y供應品質卻仍維持在相當不錯的水準。
月中下旬,廠務收到工廠反應,相較於廠區A,廠區B在使
用化學品X時,有濕微粒(Wet Particle)較多的狀況。廠務
端比對兩廠區廠務端的供應系統、化學品濾材更換日期與
原物料批號等,均未發現任何差異。進一步以REM計算兩
20
Calculated Filtration times by REM 17 Wet particle good
19
18
16
15
14
12
首先,先假設一個較簡單的狀況,如 圖3(a)所示,當 13 Wet particle bad
11
∆t時間區間內,Day tank未供應出任何化學品,此時經過 10
∆t之後的Day tank循環次數可很直觀的以下式表示之:
8
7
(9)
6
5
其中F 為在固定的∆t時間內Day tank可增加的循環
DT, ∆t 4 Drum daily usage (drum/day)
次數,由式(1)可知,當循環流量不變的情況下,F 是為 3 5. 結論
DT, ∆t
一定值。接著討論在∆t的時間區間內,Day tank有供應出 2
1 本研究提出了概略型估算模式(Rough Estimation 間內化學品總需求秒數作為計算基礎,因計算頻率高,適
化學品的狀況,如 圖3(b)所示。在討論此情況的計算方式 0
Mode, REM)及動態型精算模式(Dynamic Calculation 用於時序密度需求較高的線上Defect比對。實際應用的結
之前,需先建立Day tank每次的補液時間間隔遠小於∆t的
Mode, DCM)兩種新型的計算模式,針對桶裝化學品供應 果顯示,REM確實可用於某些化學品在跨廠區大方向上概
限制。在此前提之下,Day tank可視為均在滿桶液位的狀 FAB A Chem. X filtration times. (by REM) FAB A Chem. X daily drum usage. 系統(Drum Unit, DU)的循環過濾次數進行計算。REM以每 略的比對,但若需評估短時間內化學品需求頻率對於供應
況下執行循環過濾,故每小時增加的循環過濾次數F 仍 FAB B Chem. X filtration times. (by REM) FAB B Chem. X daily drum usage.
DT, ∆t 日桶裝化學品的使用量作為計算基礎,可用於跨廠區相同 品質的影響,還是需透過DCM的計算結果,才可提供較為
可視為一定值。由於在∆t內,Day tank已被消耗掉了一部
系統的循環過濾次數概略性比對 ; 而DCM則是使用固定時 合理的說明。此外,本研究也透過DCM的模擬,提供線上
圖4、廠區A及B使用之化學品X,每日Drum桶用量與REM計算之過濾次數關係圖
61 62 63 64 65 66 67 68 69 70
機台一個建議定期保養週期,確保化學品循環過濾次數能
恢復至正常水位後再執行下一次的保養。
目前DCM的計算,係建立於設備端的化學品需求流量
為一固定值的假設,故目前僅適用於設備端需求流量較為
穩定的化學品。未來若將廠務端供應機台的出口流量計即
時數據,導入DCM的計算程式中,相信可更廣泛地適用在
各種DU化學品的循環過濾次數計算。
參考文獻
[1] 曾恒毅,2019,因應研發先進製程轉量產之氣體與化學供應系統
運轉策略。廠務季刊,Vol: 33。
[2] 徐銘宗、江宜臻、謝欣容,2013,先進半導體廠化學品供應系統
及微粒子控制。廠務季刊,Vol: 10。
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100