
Page 60 - Vol.41
P. 60
Tech
Notes
技術專文
內緊貼金屬面的狀態下進行冷卻,因此無法實現充分的樹脂收 表4、化學性質 2.4.1 內襯用板材的功能性評價
縮,樹脂內會產生變形(殘餘應力),在嚴苛的規格條件下可能 ⓐ酸、鹼的影響
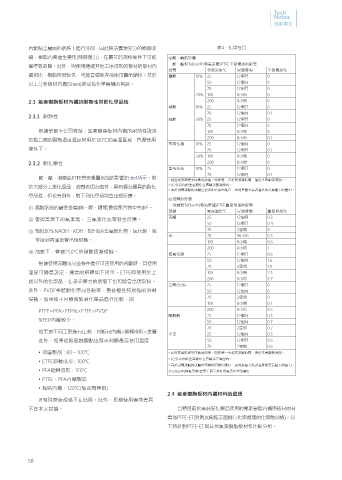
會導致故障。此外,與使用通過其他工序成形的板材的板材內 酸、鹼對Teflon®(特氟素龍)PTFE重量增加的影響 表5是華爾卡使用的內襯用板材的5項功能性分5檔進行
試劑 暴露溫度℃ 浸漬時間 重量增加% 的自評結果。
襯相比,樹脂密度較低,可能會導致產品使用壽命縮短。基於 鹽酸 10% 25 12個月 0
以上分析板材內襯(Sheet)遂成為化學桶槽的首選。 50 12個月 0 評價板材的種類
70 12個月 0
20% 100 8小時 0 PTFE-ET : PTFE化學蝕刻板
2.3 氟素樹脂板材內襯的耐熱性與耐化學品性 200 8小時 0
硝酸 10% 25 12個月 0 M-PTFE-ET : 改性(Modified)PTFE化學蝕刻板(PLP板)
70 12個月 0.1
2.3.1 耐熱性
硫酸 30% 25 12個月 0 M-PTFE-GB : 改性(Modified)PTFE玻璃背板
70 12個月 0
根據華爾卡公司標準,氟素樹脂板材內襯的耐熱性取決 100 8小時 0 PTFE-GB : PTFE玻璃背板
於黏合劑的耐熱溫度溫度常用於120℃的高溫區域、負壓使用 200 8小時 0.1 PFA(NEW)-GB : PFA玻璃背板
氫氧化鈉 10% 25 12個月 0
條件下。 70 12個月 0.1
50% 100 8小時 0 PFA(HP-PLUS)-GB : PFA玻璃背板
2.2 素樹脂板材內襯與塗層和旋轉塗襯(迴轉成形)的區別 2.3.2 耐化學性 200 8小時 0 評價內容
氫氧化氨 10% 25 12個月 0
0.1
12個月
70
「內襯」,正如其字面含義,是在事先另行準備的容器和 酸、鹼、溶劑給PTFE帶來重量增加的影響如 表4所示。對 • 這些是實際達到平衡時的值。即使進一步延長暴露時間,值也不會顯著增加。 表面平滑性 : 表示清洗時污漬去除性能的優劣。
管道的內側進行內襯的工藝。氟素樹脂板材內襯與塗層和旋轉 於大部分工業化學品、溶劑表現為惰性,具有極為優異的耐化 • 0.2%以內的重量變化在實驗誤差範圍內。
• 高於試劑沸點的試驗在密閉的容器內進行,因此其壓力為該溫度的蒸氣壓下的壓力。 黏合性能 : 表示板材與黏合劑的黏合強度的優劣。
塗襯(迴轉成形)由於製法不同,特點也有所不同。表3中對其區 學品性,但也有例外,對下列化學品則會出現反應。
ⓑ溶劑的影響 銲接性能 : 表示板材連接部的銲接可靠性。
別進行了彙總。根據燒製溫度的差異,塗層大致可分為兩種,
① 熔融狀態的鹼性金屬(鈉、鉀、鋰等)會從聚合物中奪走F。 溶劑對Teflon®(特氟素龍)PTFE重量增加的影響
非黏著用途(煮飯鍋、平底鍋等)時,由於燒製溫度沒有上升到 試劑 暴露溫度℃ 浸漬時間 重量增加% 耐透過性 : 表示對化學藥劑的耐透過性。
熔點,因此樹脂面上存在針孔。耐腐蝕用途時,由於是在塗層 ② 會與高溫下的氟素氣、 三氟素化氯等發生反應。 丙酮 25 12個月 0.3 該性能受到對化學藥劑透過的壽命的影響。
0.4
50
12個月
材料的熔點以上實施燒製並在液體接觸面上形成樹脂膜,因此 ③ 類似80%NAOH、KOH、B2H6的金屬氫化物、氯化鋁、氨 70 2星期 0
苯 78 96小時 0.5 價格 : 表示板材成本的優劣。
沒有針孔。本文中僅介紹耐腐蝕用途的塗層。此外,塗層在膜 等達到高溫後會出現侵蝕。 100 8小時 0.6
厚加厚方面存在極限,相同條件下的使用壽命不如氟素樹脂內 200 8小時 1 ① 表面平滑性
④ 加壓下,會被250℃的硝酸逐漸侵蝕。
襯和旋轉塗襯(迴轉成形)。塗層要加大膜厚,需要反復進行多 四氯化碳 25 12個月 0.6 圖2為3種不同材質內襯用板材表面照片及表面粗糙度。
根據使用流體或某些條件進行可否使用的判斷時,其使用 50 12個月 1.6
次噴塗和燒製工序,首次噴塗的膜在多次受熱歷程後會變得容 70 2星期 1.9
溫度可隨意設定,通常的解釋如下所示。ETFE即使用於上 100 8小時 2.5 PTFE : 表面粗糙度最差。
易剝落,一般來說極限是3次左右。旋轉塗襯(迴轉成形)是在槽
述以外的化學品,在承受壓力的狀態下也可能會出現裂紋。 200 8小時 3.7
體脫脂、空燒後,在作為產品的槽體內徑側投入指定量(根據膜 乙醇(95%) 25 12個月 0 M-PTFE : 表面粗糙度略好於PTFE。
此外,PVDF整體耐化學品性較差,會被極性特別強的溶劑 50 12個月 0
厚和表面積計算而得)的樹脂,在使槽體作2軸旋轉的同時,從 NEW PFA : 表面最平滑。
侵蝕。如果按不同樹脂對耐化學品進行比較,則 70 2星期 0
外部加熱至熔點以上的溫度。樹脂在熔融狀態下旋轉,從而覆 100 8小時 0.1 本測量是對板材階段的材料進行,前述的內襯施工方法
蓋槽體內面。充分旋轉、加熱直至形成均勻的樹脂層,然後在 PTFE=PFA>FEP※>ETFE>PVDF 200 8小時 0.3
醋酸酯 25 12個月 0.5 不同導致的內襯後表面粗糙度Ra會發生較大變化。
旋轉槽體的同時進行冷卻。氟素樹脂中,僅熔融類的PFA、FEP、 ※FEP內襯較少。 50 12個月 0.7 ④ 耐透過性
ETFE等可通過本製法進行製造。適用於製造蒸汽管等複雜的形 70 2星期 0.7 ② 黏合性能
如果按不同工藝進行比較,則板材內襯>迴轉成形>塗層 甲苯 25 12個月 0.3 化學藥劑的透過主要發生在樹脂內部的非結晶部。圖4為
狀,還可隨時調整厚度。如上所示,塗層和旋轉塗襯是在槽體 氟素樹脂為非黏著性,即使在氟素樹脂板材上塗抹黏合
此外,如果從耐腐蝕觀點出發來判斷最高使用溫度 50 12個月 0.6 對氟素樹脂板的厚度截面的結晶結構的模型化表現。
70 2星期 0.6 劑,也會剝落而無法黏合。為了使氟素樹脂板具備黏合性,蝕
• 塗層製品 : 80〜100℃ • 這些是實際達到平衡時的值。即使進一步延長暴露時間,值也不會顯著增加。 刻處理板材會在板材製造後進行化學蝕刻以賦予黏合性。另一
• ETFE迴轉成形 : 100℃ • 0.2%以內的重量變化在實驗誤差範圍內。
• 高於試劑沸點的試驗在密閉的容器內進行,因此其壓力為該溫度的蒸氣壓下的壓力。 方面,作為賦予黏合性的方法,玻璃背板則是使PFA熔融並進
• PFA迴轉成形 : 120℃ ※Teflon®(特氟素龍)實用手冊三井杜邦氟素化學品㈱1)
入到氟素樹脂板與玻璃布板之間,從而實現錨固的產品。在貼
• PTFE、PFA內襯製品
附性能上各種板材無明顯差異(如 圖3)。
• 黏貼內襯:120℃(黏合劑極限)
2.4 氟素樹脂板材內襯材料的選擇 ③ 銲接性能
※特殊藥液規格不在此限。此外,長期使用壽命差異
不在本文討論。 台積目前於高純度化學品使用的氟素樹脂內襯用板材的材 在常用溫度範圍內,所有板材的銲接強度未發現明顯差
質為PTFE-ET(對氟素樹脂表面進行化學處理的化學蝕刻板)。以 異。但是,與銲條、銲帶材質相同的PFA板材理論上在銲接時
下將針對PTFE-ET與其他氟素樹脂板材作比較分析。 的融合性較好,因此可以認為其銲接的穩定性較高。
根據氟素樹脂的材質(分子結構)進行推測,銲接的穩定性
為PFA>M-PTFE>PTFE。
51 52 53 54 55 56 57 58 59 60
61 62 63 64 65 66 67 68 69 70
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100