
Page 62 - Vol.41
P. 62
Tech
Notes
技術專文
排列整齊的分子部分為結晶部,分子複雜纏繞的部分為非結
晶部。結晶部分子密集,密度較高。非結晶部分子纏繞,隨機配
置因而密度較低。因此,結晶部越多的板材比重越大。化學藥液
的透過經由非結晶部逐漸擴散到板材內,最終到達有黏合面的板
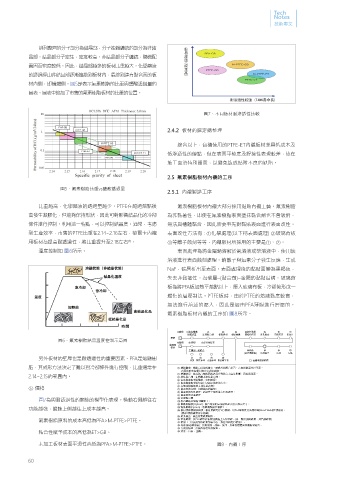
材內側,即槽體側。圖5是表示氟素樹脂的比重與鹽酸透過量的
圖表。圖表中追加了市售的氟素樹脂板材的比重的位置。
圖7、不同板材耐滲透性比較
2.4.2 板材的選定總整理
綜合以上,台積使用的PTFE-ET內襯板材兼具低成本及
低滲透性的優點,但在表面平整度及銲接性表現較差,故在
施工面須特別留意,以避免造成貼附不良的缺陷。
2.5 氟素樹脂板材內襯的工序
圖5、氟素樹脂比重vs鹽酸透過量
2.5.1 內襯製造工序
比重越高,化學藥液的透過量越少。PTFE在超過熔點後 氟素樹脂板材內襯大部分採用黏貼內襯工藝。氟素樹脂
會發生凝膠化,但能夠保持形狀,因此可對影響結晶化的冷卻 為非黏著性,即使在氟素樹脂表面塗抹黏合劑也不會吸附,
條件進行控制。利用這一特點,可以控制結晶度。通常,考慮 無法與槽體黏合,因此需要事先對黏貼表面進行表面改性。
到生產效率,市售的PTFE比重在2.14~2.16左右,華爾卡內襯 表面改性方法有 : ①化學處理(以下稱表面處理) ②玻璃背板
用板材為提高耐透過性,將比重提升至2.18左右 。 ③等離子蝕刻等等,內襯板材所採用的主要是①、②。
[1]
溫度控制如 圖6所示。 表面處理為將金屬鈉溶解於氨溶液或萘溶液中,使用該
溶液進行表面蝕刻處理。鈉離子與氟素分子發生反應,生成
NaF,碳層析出至表面。表面處理後的黏貼面變為黑褐色,
失去非黏著性。為碳層–(黏合劑)–金屬的黏貼結構。玻璃背
板為將PFA板加熱至熔點以上,壓入玻璃布板,冷卻後形成一
體化的層壓制法。PTFE板時,由於PTFE的熔融黏度較高,
無法進行前述的壓入,因此是經由PFA薄膜進行層壓的。
氟素樹脂板材內襯的工序如 圖8所示。
①驗收 ②清掃槽體 ③ ⑪ ⑬ ⑭板材接縫 ⑮ ⑯ ⑰
槽體設置 塗抹黏合劑 黏貼板材 黏貼噴嘴 開槽後銲接 針孔檢查 帶狀銲接 精加工
圖6、氟素樹脂結晶溫度控制示意圖 體 ④驗收 ⑤切割 ⑥接著劑塗布
主體部、檢修孔 ⑱黏貼 ⑲ ⑳ ㉑
(接著劑加硫) 完成檢查 清洗 包裝
另外板材的壁厚也是耐透過性的重要因素。PFA是熔融樹 切割 特性處理 表面處理 接著劑塗布 ⑫驗收確認噴嘴
⑧
⑩
⑨
⑦
脂,其成形方法決定了難以對冷卻條件進行控制,比重通常在 ① 槽體驗收 : 槽體完成後的檢查。噴嘴等的配合位置、方向的確認尤其重要。
內面的噴砂處理在檢查完成後實施。
2.14~2.15的範圍內。 ② 槽體清掃 : 塗抹黏合劑的面的清掃會對黏合力產生影響,因此很重要。
③ 塗抹黏合劑 : 在槽體上塗抹黏合劑。
④ 氟素樹脂板材的驗收 : 資料確認。
⑤ 氟素樹脂板材的切割 : 切割至指定的大小。
⑤ 價格 ⑥ 在氟素樹脂板材上塗抹黏合劑。
⑦ 鏡面部的切割 : 切割鏡面的端部。
⑧ 鏡面部的特性處理 : 通過真空成形進行特性處理。
⑨ 鏡面部的表面處理
圖7為與耐透過性的關係的模型化表現。橫軸右側越往右 ⑩ 塗抹黏合劑
⑪ 將內襯板材黏貼到槽體上。
⑫ 噴嘴的驗收(Option) : 檢查最後的完成狀態是否符合規定尺寸。
功能越強,縱軸上側越往上成本越高。 ⑬ 黏貼噴嘴(Option) : 將噴嘴黏貼在槽體上。
⑭ 板材接縫開槽後銲接 : 板材接縫進行V行開槽,以PFA銲條進行底部堆銲(Bead Weld)連接板材。
(屬第1階段銲接採手動銲)
⑮ 針孔檢查 : 檢查有無銲接缺陷。
氟素樹脂原料的成本高低為PFA>M PTFE>PTFE。 ⑯ 帶狀銲接 : 以PFA銲帶於板材連接處上方作帶銲。(第二階段加固銲接,採自動銲接)
⑰ 精加工 : 以法蘭部的銲接部為中心,對密封面進行精加工。
⑱ 黏貼(接著劑加硫) : 蒸氣加熱、加壓、洗淨,以確保槽體與內襯板材黏合。
⑲ 完成品檢查 : 實施內部標準的檢查。
粘合性賦予成本的高低為ET>GB。 ⑳ 清洗、包裝、出廠。
未加工板材表面平滑性高低為PFA>M PTFE>PTFE。 圖8、內襯工序
51 52 53 54 55 56 57 58 59 60
61 62 63 64 65 66 67 68 69 70
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100