
Page 65 - Vol.41
P. 65
51
52
故針對桶槽內襯部分新工已設計相對應的QC流程,以 (滿6點除權重新認證),偏離趨勢則加強3級(含台積品管人員) 53 54 3.4.4 CDS桶槽查驗比率規定 ② 未落實銲工當責及記點管理 : 由銲工缺失統計發現廠商宏 55 56
為桶槽銲道查驗KPI(含鐵桶金屬手銲銲道及Lining塑材銲道)。
進行人機料法相關環節的把關。說明如下: 廠驗頻率及專案輔導,表6為銲工違規記點表。 榮缺失率呈現的是所有銲工的平均缺失率,無法掌握每位銲
現行CDS桶槽查驗項目及查驗比率規範如 表8所示,依
工的狀況及進行差異管理,並未落實當責管理(如 圖23),已
3.1 人 : 銲工認證 表6、銲工違規記點表 據品質RFP規定3rd party銲道查驗缺失率大於30%時,應進行 輔導改善。
加倍取樣檢查或複驗,若複驗缺失率仍大於30%,則應進行全
PTFE內襯板材接合面的銲接是內襯製造較特殊且重要的
數檢查並紀錄。
一環,首先在銲材的選用因PTFE銲條較硬不易彎折會影響銲
接的熔融率,故於銲材部分是選用PFA;先於板材接縫處開
V槽並以PFA銲條進行底部堆銲(Bead weld, 工序第14),再以 圖18、桶內即時溫度監控(左)、CCTV監控槽內作業(右)
PFA銲帶進行帶狀銲接(工序第16)以加固接合面。(如 圖14)
3.3 料 : 內襯板材選用
3.2 機 : 自動銲接設備
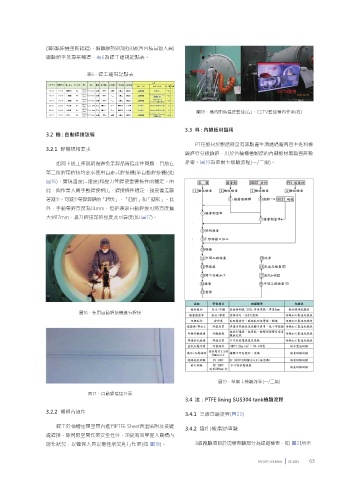
PTFE板材於製造時會有黑點產生須透過廠商自主進料檢
2.7 氟素樹脂板材內襯容器的使用注意事項 3.2.1 銲機規格要求 驗進行分級篩選,用於台積桶槽製造的內襯板材黑點容許數
① 包括反應熱、稀釋熱在內,使用溫度應控制在120℃以 如同上述工序說明為避免手銲品質穩定性問題,目前在 是零。圖19為華爾卡檢驗流程(一/二級)。
下。(超過120℃時應另行協商) 第二段銲帶銲接均要求使用自走式銲接機(半自動銲接機)(如
圖16),實現溫度(=速度)和壓力等銲接重要條件的穩定。由
② 原則上不可在負壓下使用。在負壓下使用時,必須使用 此,與作業人員手動銲接相比,銲接條件穩定,強度偏差顯
實施了負壓對策措施的容器。而且,排出容器內液時必須進 著減少。可減少帶銲銲縫的「起伏」、「曲折」和「變形」。此
行加壓廢液或開放排氣孔等確保容器內不為負壓的操作。此 外,手動帶銲寬度為14mm,但是通過自動銲接可將寬度擴
3.1.1 銲接人員認證
外,在加溫狀態下使用時,應保持加壓狀態或開放排氣孔直 大到17mm,提升銲接部的強度及可靠度(如 圖17)。 4. 結果與分析
至溫度降到常溫為止。 不同於PP/PVDF的銲接有標準的銲工認證標準(DVS 2212-1),
4.1 鐵桶查驗缺失分析及改善(以太陽氟素/宏榮為例)
PTFE銲接存在銲材(PFA)與母材不同的問題,故銲工認證由
③ 絕對不可銲接至內襯加工後的塔槽上。此外,在附近進
內襯製造商自行實施,以華爾卡為例,銲工採分級制,唯有 4.1.1 背景說明
行銲接作業時,應採取敷設防火布等、或轉移銲接施工場所
經過日本原廠認證A級人員才能入桶槽施作(如 圖15)。
等措施,以避免火花飛濺到內襯面上。 鐵桶製造商太陽氟素/宏榮於QC週會呈現之銲道查驗缺
失率2.35%,明顯高於其他鐵桶廠商(≤1.0%) ; 故由3rd Party
3. 研究方法 完成缺失銲工重新認證,並安排於宏榮查驗銲接品質。
要製作高純度內襯桶槽,從以上分析可知從金屬槽體的 4.1.2 異常原因分析及改善
製造、氟素素樹脂內襯板材的選用、接著貼附於桶槽、板材
① 自檢未落實 : 經輔導改善後再次查驗結果主銲道缺失已有
接縫處銲接等均是關鍵因素缺一不可,目標是達成零滲透的
圖16、使用自動銲接機進行銲接 改善,複驗缺失集中在次銲道,計有銲道下陷、銲道有氣孔
目標。如 圖13所示耐滲透性將決定產品的壽命,在製造階
及鋼板表面損傷,銲道缺失率由2.35%降至1.5%(如 圖22)。
段未進行嚴格把關致任何一個環節失守,將導致運轉階段藥
3.4.3 Lining完成後查驗
液滲漏的結果。
3級廠驗項目如 表7所示,現場查驗部分為外觀檢查(Lining
表面異物及銲道檢查)、Lining附著力檢查及針孔測試 。
[3]
3.1.2 銲片製作–under 3rd party certification
原廠認證的合格銲工於施作前仍應製作PTFE的板材接
圖19、華爾卡檢驗流程(一/二級)
合試片,經過3rd party以目視檢查銲道確認合格後簽名,
再將此試片送至原廠實驗室做拉伸/彎曲試驗並通過合格後 圖17、自動銲接接合面
3.4 法:PTFE lining SUS304 tank檢驗流程
才可正式進行台積桶槽製作。
3.2.2 桶槽內施作 3.4.1 三級查驗流程(圖20)
3.1.3 落實銲工當責記點管理
銲工於桶槽密閉空間內進行PTFE Sheet高溫貼附及接縫 3.4.2 鐵件(桶)製造查驗
銲工取得認證後,為落實長期穩定性管理,要求廠商將 處銲接,除局限空間作業安全性外,須能有效掌握人員槽內
每個銲工的缺失率進行趨勢管理,並依嚴重度進行記點管理 施作狀況,以確保人員以最佳狀況進行作業(如 圖18)。 3級廠驗項目於現場查驗部分為銲道檢查,如 圖21所示
61 62 FACILITY JOURNAL 0 3 2 0 2 1 63 64 65 66
71 72 73 74 75 76
81 82 83 84 85 86
91 92 93 94 95 96