
Page 30 - Vol.09
P. 30
Tech
Notes
技術專文
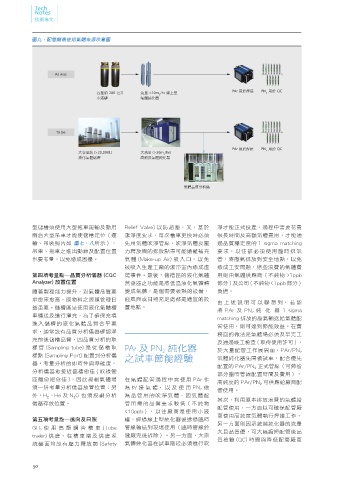
圖九、配管廠商使用氣體來源示意圖
As was
PAr 用於焊接 PN 用於 QC
容量約 200 公升 流量 <10m /hr 線上型 2
3
小液罐 氣體純化器
To be
PAr 用於焊接 PN 用於 QC
大容量約 (>20,000L) 大流量 (>30m /hr) 2
3
液化氣體儲槽 高純度氣體純化器
氣體品質分析儀
型儲槽須使用大型拖車運輸及動用 Relief Valve) 以防超壓,又,基於 淨才能正式投產,過程中需要花費
兩台大型吊車才能使儲槽定位(運 潔淨度要求,每次槽車更換時必須 很長時間及高額氣體費用,才能通
輸、吊裝照片如 圖七、八所示), 先用氣體吹淨管線,吹淨氣體及壓 過品質穩定度的 1 sigma matching
吊車、拖車之進出動線及配置位置 力釋放閥的排放點盡可能遠離補充 要求。以往都必須使用臨時排氣
也要考量,以免造成困擾。 氣 體 (Make-up Air) 吸 入 口, 以 免 管,將廢氣排放到安全地點,以免
被吸入生產工廠的潔淨室內造成虛 造成工安問題,這些浪費的氣體費
第四項考量點─品質分析儀器 (CQC 驚事件。最後,儲槽區的液化氣體 用則由氣體供應商(不純物 >1ppb
Analyzer) 放置位置 蒸發器之功能是將低溫液化氣體轉 部分)及公司(不純物 <1ppb 部分)
隨著製程能力提升,對氣體品質要 變成氣體,是個需要吸熱的設備, 負擔。
求愈來愈高,原物料之源頭管理日 迎風面或日照充足處都是適宜的設
由上述說明可以聯想到,若能
益重要。儲槽區是使用液化氣體槽 置地點。
將 PAr 及 PN 2 純 化 器 1 sigma
車運送及進行灌充,為了確保充填
matching 排放的廢氣輸送給氣體配
進入儲槽的液化氣體品質合乎要
管使用,則可達到節能效益。在實
求,通常設有品質分析儀器確認灌
務面的做法是氣體場必須及早完工
充前後儲槽品質,因品質分析的取
及通過竣工檢查(取得使用許可),
樣 管 (Sampling tube) 是 從 儲 槽 取 PAr 及 PN 純化器 於大量配管工作展開前,PAr/PN 2
2
樣點 (Sampling Port) 配置到分析儀 之試車節能經驗 氣體純化器先開機試車,配合優先
器,考量分析的即時性與準確度,
配置的 PAr/PN 2 正式管線(可節省
分析儀器愈接近儲槽愈佳 ( 取樣管
部分臨時管線配置時間及費用),
距離愈短愈佳 ),因此規劃氣體場 在氣體配管過程中需使用 PAr 作
高純度的 PAr/PN 2 可供應給廠商配
須一併考量分析儀器放置位置;另 為焊接氣體,以及使用 PN 2 做
管使用。
外,H 2 、He 及 N 2 O 也須規劃分析 為品管用的吹淨氣體,因氣體配
其次,利用原本排放浪費的氣體給
儀器存放位置。 管所需的品質要求較低(不純物
配管使用,一方面以可確保配管廠
<10ppb),以往廠商是使用小液
商使用高純度氣體執行焊接工作,
第五項考量點─風向及日照 罐,經過線上型純化器後透過臨時
另一方面則因系統端純化器的流量
GH 2 使用高壓鋼管槽車 (Tube 管線輸送到現場使用(臨時管線於
大且品質優,可大幅縮短配管後品
trailer) 供應,在槽車端及供應系 建廠完後拆除)。另一方面,大宗
質檢驗 (QC) 時間與降低配管廠商
統盤面均設有壓力釋放閥 (Safety 氣體純化器在試車階段必須進行吹
30