
Page 57 - Vol.10
P. 57
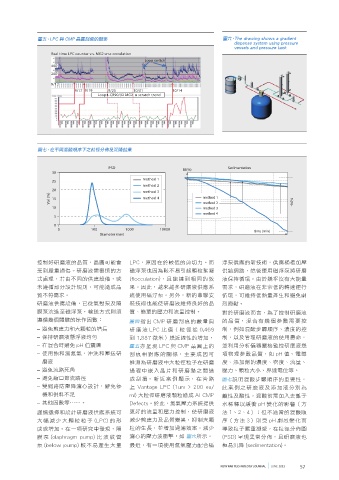
圖五、LPC 與 CMP 晶圓刮痕的關係 圖六、The drawing shows a gradient
dispense system using pressure
vessels and pressure tank
Real time LPC counter v.s. MG2 u-sc correlation
Loop switch
400
200
9/12
9/17 9/19 9/25 10/01 10/14
Loop4-CB90/92 MG2_u scratch trend
圖七、在不同混酸順序下之粒徑分佈及沉降結果
PSD Sedimentation
30 BS(%)
method 1
25
method 2
20 method 3
Vol (%) 15 method 4 method 1 -9.0%
method 2
10 method 3
method 4
5
0
0 100 1000 10000 time (min)
Diameter (nm)
控制好研磨液的品質,晶圓可能會 LPC,原因在於較低的剪切力。而 浮泵供應的新技術,供應桶槽加壓
受到嚴重損傷。研磨液需審慎的方 磁浮泵也因為較不易引起顆粒絮凝 供給迴路,然後運用磁浮泵將研磨
式處理,若由不同的供應設備,或 (flocculation),且能達到相同的效 液保持循環。由於幾乎沒有大能量
未遵循部分設計規則,可能造成品 果。因此,越來越多研磨液供應系 需求,研磨液在非常低的轉速運行
質不符需求。 統使用磁浮泵。另外,新的串聯安 循環,可維持低熱量產生和避免劇
研磨液供應設備,已從氣動泵及隔 裝技術也能使研磨液維持良好的品 烈攪動。
膜泵演進至磁浮泵,輸送方式則須 質、簡單的壓力和流量控制。 對於研磨液而言,為了控制研磨液
遵循幾個關鍵的操作因數: 圖四 指出 CMP 研磨刮痕的數量與 的品質,混合有幾個參數需要控
– 避免剪應力和大顆粒的增長 研 磨 液 LPC 比 值( 粒 徑 從 0.469 制,例如混酸步驟順序、濃度的控
– 保持研磨液懸浮液均勻 到 1.887 微米)幾近線性的增加, 制,以及管理研磨液的使用壽命,
– 在混合時避免 pH 值震盪 圖五亦呈現 LPC 與 CMP 晶圓上的 並利用分析儀器嚴格監控研磨液幾
– 使用飽和濕氮氣,沖洗和壓送研 刮痕相對應的關係,主要成因可 項物理參數品質,如 pH 值、電導
磨液 推測為研磨液中大粒徑粒子在研磨 度、添加劑的濃度、密度、流量、
– 避免流路死角 過程中嵌入晶片和研磨墊之間造 壓力、顆粒大小、界達電位等。
– 避免縮口節流路徑 成刮損。新近案例顯示,在管路 圖七說明混酸步驟順序的重要性,
– 雙迴路防壓降濾心設計,避免停 上 Vantage LPC (1um > 200 ea/ 此案例之研磨液及添加液分別為
機和供料不足 ml) 大粒徑研磨液顆粒造成 Al CMP 鹼性及酸性,混酸前需加入去離子
– 其他因數等……。 Defects。於此,氮氣壓力系統提供 水稀釋以緩衝 pH 變化的影響(方
謹慎選擇和設計研磨液供應系統可 更好的流量和壓力控制,使研磨液 法 1、2、4);但不適當的混酸順
大 幅減 少 大 顆 粒粒 子 (LPC) 的 形 減少剪應力及品質變異,抑制大顆 序(方法 3)則受 pH 劇烈變化而
成或增加。在一項研究中發現,隔 粒的生長,並增加過濾效率,減少 導致粒子嚴重凝聚,在粒徑分佈圖
膜 泵 (diaphragm pump) 比 波 紋 管 濾心的壓力波衝擊,如 圖六所示。 (PSD) 呈現異常分佈,且研磨液也
泵 (bellow pump) 較不易產生大量 最近,有一項使用氮氣壓力配合磁 極易沉降 (sedimentation)。
NEW FAB TECHNOLOGY JOURNAL JUNE 2013 57