
Page 29 - Vol.27
P. 29
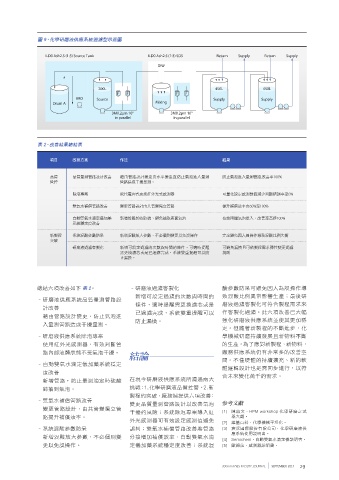
圖 9、化學研磨液供應系統過濾型示意圖
ILD0 Ash2.5 (1:3) Source Tank ILD0 Ash2.5 (1:3) SDS Return Supply Return Supply
DIW
200L 450L 450L
F F F F
ARO Source Supply Supply
Drum A Mixing
3M0.2 m 10” 3M0.2 m 10”
in parallel in parallel
表 2、改善結果總結表
項目 改善方案 作法 結果
品質 品質量測管路設計改善 藉由管路設計變更由水平變垂直防止氣泡進入量測 防止氣泡進入量測管路,改善率100%
管控 管路造成干擾量測。
除泡專案 取代電容式更換紅外光式感測器 可量化設定感測數值減少判斷錯誤率至0%
雙氧水補償管路改善 變更管路設計由共管變獨立管路 提升補償效率由60%至100%
自動雙氧水滴定儀加藥 新增管路於收取端,避免抽取表面氣泡 有效阻擋氣泡進入,改善率高達100%
系統穩定度改善
新製程 系統混酸參數防呆 新增混酸放大參數,不必個別變更以免誤操作 完全避免因人員操作導致混酸比例失衡
突破
研磨液過濾客製化 新增可設定過濾的次數與時間的條件,可適時提醒 可避免漏換且可依製程需求彈性變更過濾
需更換濾芯或是已過濾完成,系統雙重提醒可以防 規則
止漏換。
總結六項改善如下 表 2 。 – 研磨液過濾客製化 酸參數防呆可避免因人為誤操作導
新增可設定過濾的次數與時間的 致混酸比例異常影響生產;最後研
– 研磨液供應系統品質量測管路設
條件,適時提醒需更換濾芯或是 磨液過濾客製化可符合製程需求來
計改善
已過濾完成,系統雙重提醒可以 作客製化過濾。此六項改善已大幅
藉由管路設計變更,防止氣泡進
防止漏換。 強化研磨液供應系統並使其更加穩
入量測管路造成干擾量測。
定。但隨著新製程的不斷進步,化
– 研磨液供應系統除泡專案 學機械研磨持續發展且新物料不斷
使用紅外光感測器,有效判斷管 的生產。為了應對新製程、新物料,
路內部液體狀態不受氣泡干擾。 廠務供應系統仍有非常多的改善空
結論
– 自動雙氧水滴定儀加藥系統穩定 間。不僅硬體的持續擴充、新的軟
體邏輯設計也是需同步進行,以符
度改善
合未來變化萬千的需求。
新增管路,防止量測滴定時硫酸 在現今研磨液供應系統所遭遇兩大
鈰抽到氣泡。 挑戰:1. 化學研磨液品質控管、2. 新
製程的突破,廠務端提供六項改善:
– 雙氧水補償管路改善
變更品質量測管路設計以改善氣泡 參考文獻
變更管路設計,由共管變獨立管
干擾的風險;系統除泡專案導入紅 [1] 陳鼎文,HPM workshop 化學研磨之武
路提升補償效率。 器大觀。
外光感測器可有效設定感測值避免 [2] 維基百科,化學機械平坦化。
– 系統混酸參數防呆 誤判;雙氧水補償管路改善將管路 [3] 宸沅國際股份有限公司,化學研磨液供
應系統使用說明書。
新增混酸放大參數,不必個別變 分接增加補償效率、自動雙氧水滴
[4] Semichem,自動雙氧水滴定儀說明書。
更以免誤操作。 定儀加藥系統穩定度改善;系統混 [5] 歐姆龍,感測器說明書。
300mm FABS FACILITY JOURNAL SEPTEMBER 2017 29