
Page 13 - Vol.30
P. 13
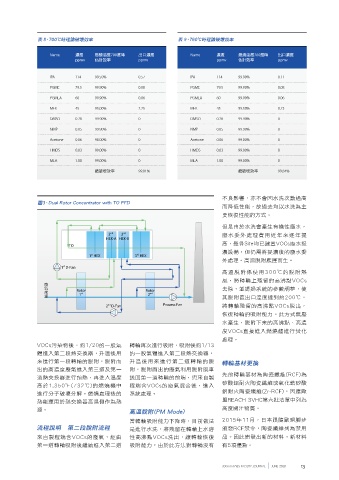
表 8、700℃時理論破壞效率 表 9、760℃時理論破壞效率
Name 濃度 燃燒溫度700度時 出口濃度 Name 濃度 燃燒溫度760度時 出口濃度
ppmv 估計效率 ppmv ppmv 估計效率 ppmv
IPA 114 99.50% 0.57 IPA 114 99.90% 0.11
PGME 79.5 99.90% 0.08 PGME 79.5 99.90% 0.08
PGMEA 60 99.90% 0.06 PGMEA 60 99.90% 0.06
MEK 45 95.00% 2.25 MEK 45 99.50% 0.23
DMSO 0.28 99.90% 0 DMSO 0.28 99.90% 0
NMP 0.05 99.90% 0 NMP 0.05 99.90% 0
Acetone 0.06 98.00% 0 Acetone 0.06 99.00% 0
HMDS 0.03 99.00% 0 HMDS 0.03 99.00% 0
MEA 1.08 99.00% 0 MEA 1.08 99.00% 0
總破壞效率 99.01% 總破壞效率 99.84%
不良影響,亦不會因水洗次數過高
圖3、Dual Rotor Concentrator with TO PFD
而降低性能,故過去均以水洗為主
要恢復性能的方式。
但是由於水洗會產生有機性廢水,
2 2 廢水委外處理費用近年來逐年提
nd
nd
HEX-A HEX-B
TO 高,雖各Site均已建置VOCs廢水提
濃設備,但仍需將提濃後的廢水委
rd
st
1 HEX 3 HEX
外處理。高溫脫附應運而生。
1 D-Fan
st
高溫脫附係使用300℃的脫附熱
廢氣來源
風,將轉輪上殘留的高沸點VOCs
Rotor Rotor 去除,並透過系統的參數調整,使
1 st 2 nd
其脫附區出口溫度達到約200℃,
nd
2 D-Fan Process Fan 將轉輪殘留的高沸點VOCs脫出,
恢復轉輪的吸附能力。此方式無廢
水產生,脫附下來的高沸點、高濃
度VOCs直接進入燃燒爐進行焚化
處理。
VOCs污染物後,約1/20的一股氣 轉輪再次進行吸附,吸附後約1/13
體進入第二段熱交換器,升溫後用 的一股氣體進入第二段熱交換器,
來進行第一段轉輪的脫附,脫附而 升溫後用來進行第二道轉輪的脫 轉輪基材更換
出的高濃度廢氣進入第三道及第一 附,脫附而出的廢氣利用脫附風車
先前轉輪基材為陶瓷纖維(RCF)為
道熱交換器進行預熱,再進入溫度 送回第一道轉輪的前端,與來自製
矽酸鋁耐火陶瓷纖維或氧化鋯矽酸
高於1,350℉(732℃)的燃燒機中 程端含VOCs的廢氣混合後,進入
鋁耐火陶瓷纖維(Zr-RCF),因應歐
進行分子破壞分解。燃燒處理後的 系統處理。
熱能運用於熱交換器高溫側作為熱 盟REACH SVHC第六批清單中列為
源。 高溫脫附(PM Mode) 高度關注物質。
當轉輪吸附能力下降時,目前做法 2015年11月,日本跟隨歐盟腳步
流程說明─第二段脫附流程 是進行水洗,將殘留在轉輪上水溶 頒發RCF禁令,陶瓷纖維列為禁用
來自製程端含VOCs的廢氣,經由 性高沸點VOCs洗出,讓轉輪恢復 品。因此開發出新的材料。新材料
第一道轉輪吸附後繼續進入第二道 吸附能力,由於此方法對轉輪沒有 有5項優點。
300mm FABS FACILITY JOURNAL JUNE 2018 13