
Page 64 - Vol.40
P. 64
52
51
Tech 53 54
Notes
技術專文
3. 研究方法 在了解膠羽成因後,利用直交平衡實驗設計表,將 75ppm無循環且為原液添加量為一次全量4.8kg添加,會
Different loading filter pressure drop comparison(CMU)
CR168原液落料添加參數當變數,以實際混酸桶槽實驗並 因界面活性劑瞬間高濃度導致膠羽產生,故變更既有混酸
3-1 膠羽成因研究 Flow rate GPM 在桶底架設回歸反射型光纖感測器偵測管路變化,由實驗 落料程序如 圖7並配合黃光測試成功(LIT PO2比BSL減少
0.00 1.00 2.00 3.00 4.00 5.00
如前言所討論,因現行在鐵氟龍內襯鐵桶無法觀察到 16.0 方法(1)~(8)結果發現,當Motor轉數過慢或原液單次添加 1.2ea)。
1.0 Catalogue value 量過多時,在混酸落料程序中,桶底管路即會觀察到膠羽
化學品在桶內運轉所發生的化學變化,故 表2設計燒杯實 1-1 14.0
驗以利進行CR168原液添加至NH OH 75ppm混酸落料過 0.8 3-1 12.0 產生,因膠羽導致管路透光度改變,光纖感測器偵測到的
4
程模擬並探討膠羽形成之原因,實驗以實際混酸比例(1 : 0.6 10.0 紅光反射量變少,感測器滅燈且讀值下降至0~100。而在
100)比較實驗組及對照組差異(原液落料前未攪拌NH OH Differetial Pressure(bar) 過濾膠羽後之濾芯壓差 8.0 Differetial Pressure(PSID) 實驗方法(9)分4次批次添加及Motor循環轉數5000rpm落
4
75ppm及原液落料前先攪拌NH OH 75ppm@500rpm)並 0.4 新品濾芯壓差 6.0 料參數中,落料時觀察桶底管路為澄清且無膠羽狀態,因
4
4.0
觀察二組靜置一天後之結果。 0.2 紅光反射量不受管路透光度影響,感測器亮燈且讀值維持
2.0
9999,如 圖6顯示。根據 表4得知,實驗(9)為混酸落料最
0.0 0.0
表2、膠羽成因實驗 0 5 10 15 20 適化條件。
Flow rate(L/min)-DIW@20℃ 綜合以上實驗結果,因現況CR168原液落料前NH OH
實驗目的 膠羽成因 4
實驗設計 實驗組 對照組
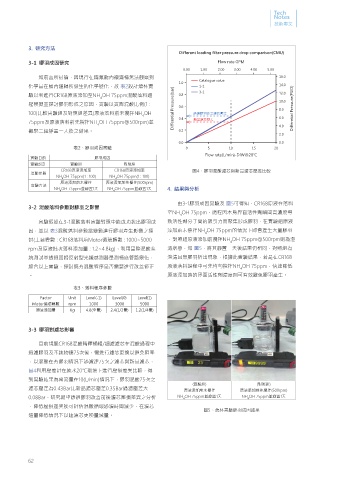
CR168原液添加至 CR168原液添加至 圖4、膠羽混酸濾芯與新品濾芯壓差比較
混酸參數
NH OH 75ppm(1 : 100) NH OH 75ppm(1 : 100)
4
4
原液添加前未攪拌 原液添加前先攪拌(500rpm)
實驗方法
NH OH 75ppm並靜置1天 NH OH 75ppm並靜置1天 4. 結果與分析
4
4
由3-1膠羽成因實驗及 圖5可得知,CR168原液在落料
3-2 混酸落料參數對膠羽之影響
至NH OH 75ppm,過程因本身界面活性劑瞬間高濃度導
4
實驗假設在3-1混酸落料實驗對照中能成功找出膠羽成 致活性劑分子間的吸引力而聚集形成膠羽,在實驗組原液
因,並以 表3混酸落料參數當變數進行膠羽產生影響之探 添加前未攪拌NH OH 75ppm的情況下即會產生大量膠羽
4
討(主要變數 : CR168落料前Motor循環轉數 : 1000~5000 ,對照組原液添加前攪拌NH OH 75ppm@500rpm則為澄
4
rpm及原液批次落料添加量 : 1.2~4.8kg),利用實際混酸系 清狀態,如 圖5,將其靜置一天後結果仍相同,對照組為
統測試並透過回歸反射型光纖感測器量測桶底管路變化, 澄清且無膠羽析出現象,根據此實驗結果,若是在CR168
綜合以上實驗,探討既有混酸程序是否需要進行改善修正 原液落料過程中可先均勻攪拌NH OH 75ppm,快速降低
4
。 原液添加時的界面活性劑濃度則可有效避免膠羽產生。
表3、落料程序參數
Factor Unit Level(-1) Level(0) Level(1)
Motor循環轉數 rpm 1000 3000 5000
原液添加量 Kg 4.8(全量) 2.4(1/2量) 1.2(1/4量)
3-3 膠羽對濾芯影響
目前規範CR168混酸稀釋桶粗/細濾濾芯在混酸過程中
過濾膠羽及不純物達75次後,需進行濾芯更換以避免阻塞
,以混酸在有膠羽情況下過濾達75次之濾芯與新品濾芯,
圖4利用壓差計在純水20℃環境下進行壓損差異比較,得
到實驗結果為當流量在10(L/min)情況下,膠羽混酸75次之
(實驗組) (對照組)
濾芯壓差為0.43Bar比新品濾芯壓差0.35Bar過濾壓差大 原液添加前未攪拌 原液添加前先攪拌(500rpm)
0.08Bar,研究期望透過膠羽改善前後濾芯壓損差異之分析 NH OH 75ppm並靜置1天 NH OH 75ppm並靜置1天
4
4
,降低壓損差異後可評估混酸循環過濾時間減少,在濾芯
圖5、燒杯實驗膠羽成因結果
通量降低情況下以達濾芯更換量減量。
61 62 63 64
機台一個建議定期保養週期,確保化學品循環過濾次數能
恢復至正常水位後再執行下一次的保養。
目前DCM的計算,係建立於設備端的化學品需求流量
為一固定值的假設,故目前僅適用於設備端需求流量較為
穩定的化學品。未來若將廠務端供應機台的出口流量計即
時數據,導入DCM的計算程式中,相信可更廣泛地適用在
各種DU化學品的循環過濾次數計算。
參考文獻
[1] 曾恒毅,2019,因應研發先進製程轉量產之氣體與化學供應系統
運轉策略。廠務季刊,Vol: 33。
[2] 徐銘宗、江宜臻、謝欣容,2013,先進半導體廠化學品供應系統
及微粒子控制。廠務季刊,Vol: 10。
71 72 73 74
81 82 83 84
91 92 93 94