
Page 7 - Vol.44
P. 7
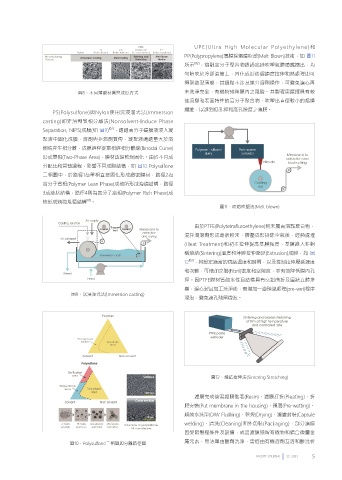
UPE(Ultra High Molecular Polyethylene)和
PP(Polypropylene)薄膜採熔噴吹塑(Melt Blown)技術,如 圖11
所示 [02] ,熔融高分子聚合物透過高速吹塑氣體噴嘴擠出,均
勻噴吹於冷卻滾筒上,固化成形後經適度拉伸和熱處理即可
得到欲製薄膜,其過程不涉及媒介溶劑操作,可避免濾心再
圖8、不同薄膜材質與成形方式 未洗淨完全,有機物殘留膜內之風險。其製程需選擇具有較
佳流變和表面特性的高分子聚合物,吹塑出直徑較小的熔噴
纖維,以達到低孔徑和高孔隙度之薄膜。
PS(Polysulfone)與Nylon使用沉浸溼式法(Immersion
casting)即非溶劑致相分離法(Nonsolvent-Induce Phase
[02]
Separation, NIPS)成膜(如 圖9) ,透過高分子鑄膜液浸入凝
聚液中固化成膜,溶劑與非溶劑質傳,凝聚液通透量大於溶
劑時產生相分離,成膜過程從單相經相分離線(Binodal Curve)
形成雙相(Two-Phase Area),膜材透過乾燥固化。由於不同成
分配比和質傳過程,影響不同成膜結構,如 圖10 Polysulfone
三相圖中,於路徑1為單相直接固化形成緻密膜材,路徑2為
高分子貧相(Polymer Lean Phase)成核所形成海綿結構,路徑
3成絲狀結構,路徑4則為高分子富相(Polymer Rich Phase)成
核形成顆粒堆積結構 。
[01]
圖11、噴熔吹塑法(Melt blown)
由於PTFE(Polytetrafluroethylene)粉末屬高溶點聚合物,
混拌潤滑劑形成膏狀粉末,擠壓成形排除空氣後,經熱處理
(Heat Treatment)和初步拉伸提高基膜強度,基膜進入非對
稱燒結(Sintering)溫度和薄膜拉伸壓延(Extrusion)成膜,如 圖
[03]
12 ,其設定適當的燒結溫度和時間,以及控制拉伸壓延速度
和次數,可增加交聯(Fibril)密度和空隙度,並有效降低膜內孔
徑。因PTFE膜材質疏水性且結構具有交錯曲折及層狀立體堆
疊,濾心製品加工洗淨後,需增加一道預溼處理(pre-wet)程序
圖9、沉浸溼式法(Immersion casting)
浸泡,避免濾孔殘留微泡。
圖12、燒結拉伸法(Sintering Stretching)
濾膜完成後需經膜黏著(Resin)、濾膜打折(Pleating)、折
膜安裝(Put membrane in the housing)、預潤(Pre-wetting)、
超純水洗淨(DIW Flushing)、乾燥(Drying)、濾罐封裝(Capsule
welding)、清洗(Cleaning)和外包裝(Packaging),部分濾膜
因受限製程條件及設備,成品濾膜殘留有機物和錯合微量金
圖10、Polysulfone三相圖與分離路徑圖 屬元素,無法單由酸劑洗淨,需經由有機溶劑互溶和酸洗析
FACILITY JOURNAL 12 2021 5