
Page 51 - Vol.45
P. 51
另外BOAT Chamber壓力控制的穩定度將會直接影響ALD 因此爐管機台Boat Chamber與LSC中間的媒介皆與Dry
製程膜厚生成問題,如 圖8所示,其壓力的變化會讓晶元ALD Pump運轉有正相關,故本次研究計畫將跨組織單位(FDCIM/
製程之積分面積變薄或變厚,進而影響晶元產生Defect的問 MITD/MQSI)共同開發設計及建置LSC Smart切閥查詢平台,
題出現,因此BOAT Chamber壓力如何控制及保持穩定將列 除了即時得知爐管機台生產狀況以外,也可讓Boat Chamber
為本文最重要研究。其將爐管機台BOAT Chamber壓力與LSC 壓力持續穩定,故能讓晶元產品順利生產。
入口壓力的關係式分成兩種 :
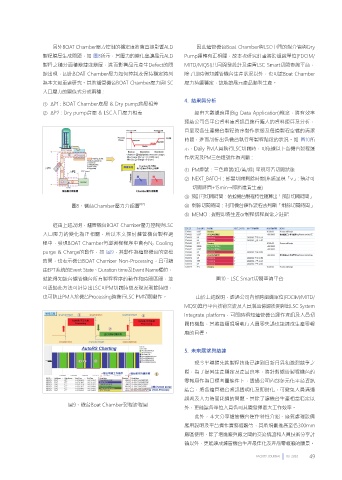
4. 結果與分析
① P1 : BOAT Chamber底壓 & Dry pump背壓相差
② P2 : Dry pump背壓 & LSC入口壓力相差 經由大數據應用(Big Data Application)概念,將有效率
連結公司各平台資料庫資訊且進行龐大的資料運算及分析,
且呈現各生產機台製程時序動作狀態及每道製程空檔的清潔
時間,進而剖析出各機台執行每製程階段的狀況。如 圖10所
示,Daily PM人員執行LSC切閥時,可依據以下各機台製程運
作狀況及PM三色燈號作為判斷 :
① PM燈號:三色燈號(紅/黃/綠) 呈現可否切閥狀態
② NEXT_BATCH:影響切閥剩餘時間(系統呈現「v」: 預計可
切閥時間+15min→即將進貨生產)
③ 預計可切閥時間:依據機台製程特性運算出「預計切閥時間」
圖8、機台Chamber壓力介紹圖 [02] ④ 剩餘切閥時間:利用機台運作流程去判斷「剩餘切閥時間」
⑤ MEMO : 提醒即將生產or製程排程異常之註記
經由上述說明,爐管機台BOAT Chamber壓力控制與LSC
入口壓力的變化為正相關,所以本文探討爐管機台製程過
程中,發現BOAT Chamber每道製程程序中會有N 2 Cooling
purge & Charge的動作,如 圖9,其動作為爐管機台的空檔
時間,也表示機台BOAT Chamber Non-Processing,且可藉
由EPT系統的Event State、Duration time及Event Name欄位,
就能得知該台爐管機台所有製程程序的動作和時間區間,並 圖10、LSC Smart切閥查詢平台
可透過此方法可計算出LSC可PM切閥時間及現況剩餘時間,
也可防止PM人於機台Processing時進行LSC PM切閥動作。 由於上述說明,透過公司內部跨組織單位(FDCIM/MITD/
MQSI)進行平台技術交流及人員溝通協調後開創出LSC System
Integrate platform,可即時得知爐管機台運作資訊及人員切
閥時機點,其將造福現場執行人員零失誤也能達成生產零報
廢的目標。
5. 未來展望與結論
現今半導體先進製程技術已達到日新月異和激烈競爭之
際,為了提昇生產穩定及產品良率,將針對爐管製程機台的
零報廢作為日標考量條件下,透過公司內部多元化平台資訊
結合,將各爐管機台資訊透明化及即時化,可避免人員溝通
誤判及人力時間耗損的問題。其除了讓機台生產相當穩定以
圖9、機台Boat Chamber製程流程圖
外,更能讓各單位人員各司其職發揮最大工作效率。
此外,本文分享爐管機台運作特性介紹、廢氣處理設備
應用說明及平台操作實務經驗等,其將規劃推廣至各300mm
廠區使用,除了增進廠與廠之間的交流情誼和人員技術分享討
論以外,更能達成爐管機台生產最佳化及產品零報廢的願景。
FACILITY JOURNAL 03 2022 49