
Page 50 - 52
P. 50
TSMC/ Facility Published
2.3.3 熱蒸汽再壓縮技術 (TVR) 2.3.5 吸附式蒸發 (AD)
相比於 MVR 系統,TVR 是以少量高壓蒸氣為「動力」與 藉由吸附劑 ( 矽凝膠 ) 將系統內蒸氣水分吸除,以建立
部分二次蒸氣於蒸氣噴射泵進行壓縮混合後,一起進入 系統負壓後形成低壓低沸點狀態,讓此技術得以再利
加熱器作為一次蒸氣使用。只利用部分二次蒸氣,故能 用低溫廢熱進行回收。
量利用較 MVR 系統低。特色為結構簡單,再利用二次蒸
氣而不耗電能,常作為 MED 最後一效再利用蒸氣使用。
2.3.6 空氣源蒸發技術 (HDH)
以大量空氣為載體,與利用廢熱源 (60-100 度 ) 加熱之
2.3.4 減壓蒸發技術 (VE)
廢水接觸,使廢水持續蒸發至未達飽和蒸汽壓之氣體形
藉由真空泵將系統內形成負壓狀況,因此降低沸點使 成高濕氣體,再與低溫廢水進行熱交換將蒸氣冷凝回收
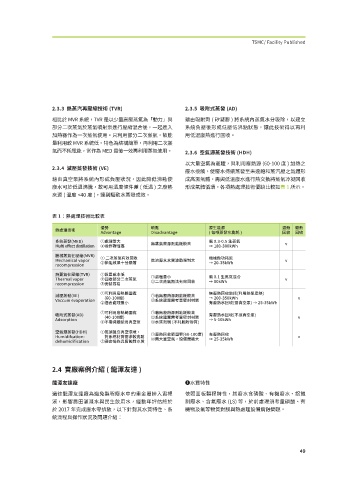
廢水可於低溫沸騰,故可用溫度條件差 ( 低溫 ) 之廢熱 形成氣體循環。各項熱處理技術優缺比較如表1 所示。
來源 ( 溫度 <40 度 ),達到驅動水蒸發成效。
表 1:熱處理技術比較表
優勢 缺點 原生能源 潛熱 顯熱
熱處理技術
Advantage Disadvantage ( 每噸蒸發水能耗 ) 回收 回收
多效蒸發(MED) ➀處理量大 需 0.3-0.5 生蒸氣
無蒸氣來源則能耗較高 v
Multi effect distillation ➁操作彈性高 → 180-300kWh
機械蒸氣在壓縮(MVR)
➀ 二次蒸氣有效回收 機械做功耗能
Mechanical vapor 進流廢水水質波動限制大 v
➁節能效果十分顯著 → 20-35kWh
recompression
熱蒸氣在壓縮(TVR) ➀設置成本低
➀處理量小 需 0.1 生蒸氣混合
Thermal vapor ➁回收部分二次蒸氣 v
➁二次蒸氣無法有效回收 → 60kWh
recompression ➂安裝容易
➀可利用廢熱範圍寬 無廢熱回收能耗(利用熱泵產熱)
減壓蒸發(VE) ➀若無廢熱源則能耗較高
(60-100度) → 200-350kWh v
Vaccum evaporation ➁系統建置需考量密封材質
➁適合處理量小 有廢熱水回收(需真空泵) → 25-35kWh
➀可利用廢熱範圍寬 ➀若無廢熱源則能耗較高
吸附式蒸發(AD) 有廢熱水回收(不須真空泵)
(40-100度) ➁系統建置需考量密封材質 v
Adsorption → 5-10kWh
➁不需持續使用真空泵 ➂水質限制 (不利脫附物質)
空氣源蒸發(HDH) ➀無須建立真空環境,
➀廢熱回收範圍窄(60-100度) 有廢熱回收
Humidifcation- 對系統材質需求較寬鬆 v
➁需大量空氣,設備體積大 → 25-35kWh
dehumidification ➁適合操作具腐蝕性水質
2.4 實廠案例介紹 ( 龍潭友達 )
龍潭友達廠 ❶水質特性
過往龍潭友達廠為避免製程廢水中的重金屬排入霄裡 依照面板製程特性,其廢水含磷酸、有機廢水、鋁蝕
溪,影響農田灌溉水與民生飲用水,經數年評估終於 刻廢水、含氟廢水 (LS) 等,於前處理須考量磷酸、有
於 2017 年完成廢水零排放,以下針對其水質特性、系 機物及氟等物質對膜與熱處理設備腐蝕問題。
統流程與操作狀況及問題介紹:
��