
Page 9 - Vol.06
P. 9
thermal selective 2 3
decomposition oxidation N 2 Means Area (m ) Cost (m )
(CH ) NOH (CH ) N + CH OH H O Catalytic oxidation system
2
3 4
3
3 3
TMAH TMA CO 2 3
NO Storage tank (5m )
[conventional x
[combustion] oxidation] N O Condenser 34 4,600
2
H O (W2.3m×D2.3m×H2.9m)
2
CO CO
[biological treatment] H O 2 CO Oxidation equipment
2
N 2 + sludge 2 (W6m×D4.4m×6.5m)
N O
2
圖一、TMAH廢水處理最終產物 [3] Biological treatment system
3
Storage tank (5m )
3
Nitrification tank (160m )
好氧硝化 厭氧脫硝 Denitrification tank (100m ) 200 2,000
3
3
Aerobic tank (40m )
I H H I I 中間產物 g
3 4 2 2 3
Settling tank (160m )
Others (pipes, pumps, etc.)
好氧/厭氧菌分解
I -
3 Collected as industrial waste 40,000
圖二、TMAH廢水生物處理方法 表五、TMAH處理觸媒氧化法與生物處理處理法比較 [3]
分解成N 2(g) 排出大氣中,完成完
整之氮的分解作用。
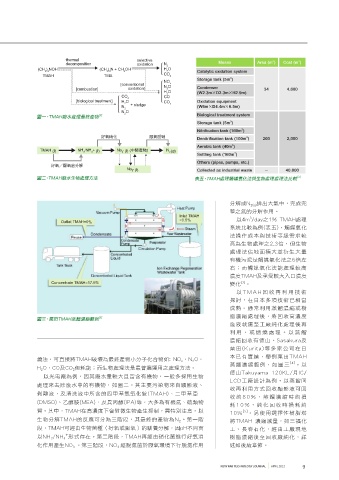
InletġTMAH 3
ľ0.5Ħ 以4m /day之1% TMAH處理
OutletġTMAHľ0Ħ
系統比較為例(表五),觸媒氧化
法操作成本與技術等級需求較
高為生物處理之2.3倍,但生物
處理法佔地面積大並衍生大量
有機污泥是觸媒氧化法之6倍左
右;而觸媒氧化法能處理較高
濃度TMAH及承受較大入口濃度
Concentrate TMAH=17.5% 變化 。
[3]
以TMAH 回收再 利用技 術
探討,在日本多項技術已相當
成熟。通常利用蒸餾濃縮或樹
脂濃縮處理後,將回收高濃度
[5]
圖三、栗田TMAH蒸餾濃縮範例
廢液載運至工廠純化處理後再
利用,或燃燒處理。以蒸餾
濃縮回收有德山、Sasakura及
栗田(Kurita)等多家公司在日
本已有實績,舉例栗田TMAH
燒法,可直接將TMAH破壞為最終產物小分子化合物如: NO x ,N 2 O,
蒸餾濃縮範例,如圖三 [4] 。以
H 2 O,CO及CO 2 但耗能;而生物處理法是最普遍運用之處理方法。
德山Takuyama 120KL/月IC/
以光電廠為例,因其廢水量較大且富含有機物,一般多採用生物
LCD工廠設計為例,以蒸餾回
處理來去除廢水中的有機物,如圖二。其主要污染物來自顯影液、
收再利用方式回收顯影液可回
剝離液,及清洗液中所含的四甲基氫氧化銨(TMAH)、二甲基亞碸
收約80%,蒸餾濃縮時約損
(DMSO)、乙醇胺(MEA)、及異丙醇(IPA)等,大多為有機氮、硫類物
耗10%,純化回收時損耗約
質。其中,TMAH在高濃度下會對微生物產生抑制,需特別注意。以 [5]
10% 。另使用選擇性樹脂塔
生物分解TMAH的反應可分為三階段,其最終的產物為N 2 。第一階 將TMAH 濃縮減量,如三福化
段,TMAH可經由生物菌種(好氧或厭氧)的馴養分解,因pH不同而 工、長春石化,經由工廠現地
+
以NH 3 /NH 4 形式存在。第二階段,TMAH再經由硝化菌進行好氧消 樹脂濃縮後至回收廠純化,詳
-
-
化作用產生NO 3 。第三階段,NO 3 經脫氮菌於厭氧環境下行脫氮作用 述如後續章節。
NEW FAB TECHNOLOGY JOURNAL APRIL 2012 9