
Page 71 - Vol.15
P. 71
『機』的管理元素,當成重要的首
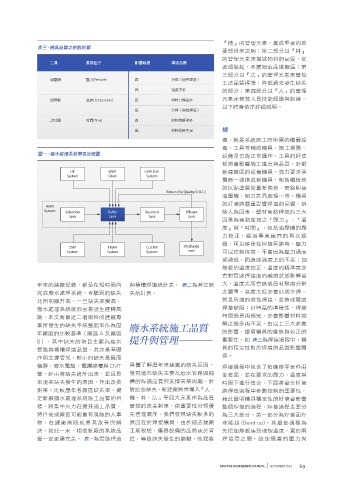
表三、機具品質之參數影響
要部份來說明;第二部分以『料』
的管理元素來描述物料的品質,從
工具 重要因子 影響程度 焊道品質
源頭做起,不讓瑕疵品進廠區;第
三部分以『法』的管理元素來管控
油壓機 壓力(Pressure) 高 冷焊(假性焊接)
工法品質標準,降低過去發生缺失
低 強度不足 的部分;第四部分以『人』的管理
加熱板 溫度(Temperature) 高 母材分解過多 元素來管控人員技能認證與訓練,
以下將會依序詳細說明。
低 冷焊(假性焊接)
計時器 時間(Time) 高 材料熔解過多
低 材料熔解不足 機
機,就是系統施工時所需的儀器設
備、工具等輔助機具,施工期間,
圖一、廢水處理系統簡易流程圖
設備是否能正常運作,工具的好壞
都將會影響施工進度與品質。針對
HF WWT UPW B.W. 新建廠區的設備機具,強力要求承
System Drain System
攬商一律換成新機具,包括鐵板燒
的抗黏塗層皆重新換新、管路對接
Return (for Quality O.O.C.)
油壓機、刨刀表面處理…等。機具
的好壞將嚴重影響焊道的品質,排
AWN
System Selection Bu er Reaction E uent 除人為因素,塑材管路焊接的三大
tank tank tank tank
因素為管路銜接之『壓力』、『溫
度』與『時間』,包括油壓機的壓
力校正,經過專業廠商的再次認
證,可以確保在焊接管路時,壓力
CMP TMAH CuCMP Discharge
System System System well 可以控制得宜,不會因為壓力過高
或過低,而造成強度上的不足;加
熱板的溫度校正,溫度的精準度亦
會對管路焊接面的融熔狀態影響甚
年來的建廠記錄,都是在短時間內 與桶槽焊道統計表, 表二為其它缺 大,溫度太高會造成母材熱熔分解
完成廢水處理系統,查驗到的缺失 失統計表。 太嚴重,溫度太低亦會形成冷焊,
比例明顯升高,一旦缺失率變高, 就是所謂的假性焊接,並造成管路
廢水處理系統就很容易發生運轉風 焊接缺陷;計時器的準確性,焊接
險,本文將最近二個南科的建廠專 時間過長與過短,亦會影響材料熔
案所發生的缺失率統整起來作為歷 廢水系統施工品質 解之過多與不足,由以上三大參數
年廠區的比較基準(廠區 A 及廠區 的影響,證明機具的維修與校正的
B),其中缺失的項目主要為廢水 提升與管理 重要性,如 表三為焊接過程中,機
具的穩定性對於焊道的品質影響關
管路與桶槽焊道品質,其次是基礎
係。
座與支撐管架,較小的缺失是廠商
儀器、廢水電盤、電纜線槽與 EMT 具體了解歷年來建廠的缺失原因, 焊接過程中包含了精確修平管件兩
管,經由將缺失統計出來,並且思 發現這些缺失主要為廢水管路與桶 銜接面,並在要求的壓力、溫度與
索這些缺失發生的原因,作出改善 槽的焊道品質與支撐管架問題,針 時間下進行接合,下面將會分析管
對策。比較歷年各廠區缺失率,擬 對這些缺失,新建廠將會導入『人、 路焊接過程中參數控制的重要性,
定新廠廢水處理系統施工品質的目 機、料、法』等四大元素作為品質 藉此證明機具穩定性的好壞會影響
標,將集中火力在提升施工品質, 管控的改善對策,依重要性分類優 整個焊接的過程,焊接過程主要分
將往後成廠區可能會有風險的人事 先管理順序,我們發現缺失較多的 為三大部分,第一部分為焊接面焊
物,在建廠階段就將其改善與解 原因在於焊接機具,由於過去建廠 珠隆起 (Bead-up),其細部過程為
決,如此一來,相信新廠的系統品 工期較短,儀器設備的品質疏於管 先把加熱板達到理想溫度,置於兩
質一定更臻完美。 表一為管路焊道 控,導致缺失發生的關鍵,故我將 焊接管之間,設定適當的壓力夾
NEW FAB ENGINEERING JOURNAL SEPTEMBER 2014 69