
Page 74 - Vol.15
P. 74
Tech
Notes
技術專文
圖六、將原始的檢驗流程之物料與管件查驗比例調整圖
現行作法: 材料進廠商倉庫 未來作法: 材料進廠商倉庫 查驗比例
直管100%
查驗比例 管件100%
直管100% (要求出貨商派員查驗,
管件100% 不合格品處理 並於管末端做記號) 不合格品處理
材料查驗 材料查驗
(退貨與報廢) (退貨與報廢)
合格品管理 合格品管理
查驗資料記錄 查驗比例
(分類等待出貨) (分類等待出貨)
直管100%
查驗比例 查驗資料記錄 管件100%
直管100% (廠商工程師
廠區進料 管件100% 不合格品處理 廠區進料 於管末端做記號) 不合格品處理
(材料查驗) (退回廠商倉庫) (材料查驗) (退回廠商倉庫)
目視查驗比例
直管100%
施工前 管件100% 不合格品處理
(材料查驗) (退回廠商倉庫)
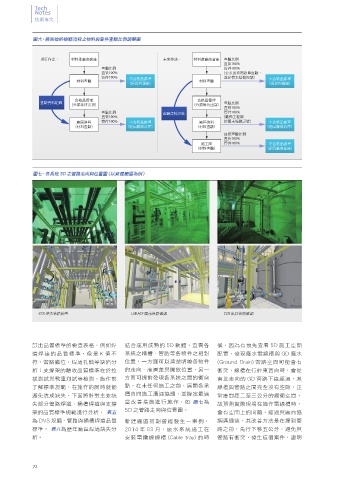
圖七、各系統 5D 之管路走向與位置圖(以新建廠區為例)
CCR 逆洗管路檢查 LSR ACF 面前管路確認 CCR 出口管路確認
訂出品質標準的檢查表格,例如焊 結合運用成熟的 5D 軟體,查看各 候,因為有預先查看 5D 施工空間
道焊接的品質標準,像是 K 值不 系統之桶槽、管路等各物件之相對 配置,發現廢水電線槽與 GD 廢水
符、管路錯位、焊道孔蝕等缺陷分 位置,一方面可以清楚明瞭各物件 (Ground Drain) 管路空間可能會有
析;支撐架的驗收品質標準在於拉 的走向、高層差與擺放位置,另一 衝突,線槽在行經東西向時,會從
拔測試與載重測試等檢測。施作前 方面可提前發現各系統之間的衝突 南北走向的 GD 管路下緣經過,其
了解標準規範,在施作的同時就能 點,在未任何施工之前,展開各承 線槽與管路之間完全沒有空隙,正
避免造成缺失,下面將針對主要缺 攬商間施工溝通協調,並擬定最適 常應間距二至三公分的緩衝空間,
當改善措施進行施作,如 圖七 為
失部分管路焊道、桶槽焊道與支撐 故預測實際現場在施作電線槽時,
5D 之管路走向與位置圖。
架的品質標準規範進行分析, 表五 會有空間上的問題,經過與廠商協
為 DVS 規範 - 管路與桶槽焊道品質 新建廠區初期曾經發生一案例, 調溝通後,其改善方法是在撞到管
標準。 表六為歷年廠區焊道缺失分 2014 年 03 月,廢水系統施工在 路之前,先行下移五公分,避免與
析。 安裝電纜線線槽 (Cable tray) 的時 管路有衝突,發生這個案件,證明
72