
Page 76 - Vol.15
P. 76
Tech
Notes
技術專文
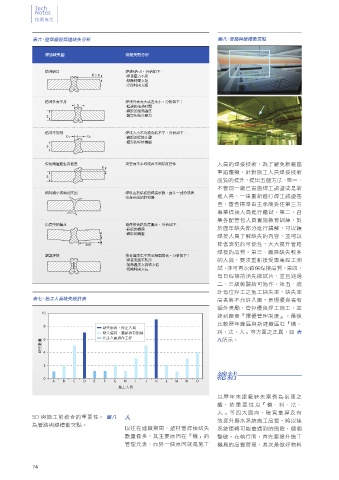
表六、歷年廠區焊道缺失分析 圖八、管路與線槽衝突點
焊道缺失圖 熔接失敗分析
熔珠缺口 焊道K值<0,分析如下:
K > 0 -焊接壓力不足
-熱融時間太短
-冷卻時間太短
熔珠外表不足 焊珠外表太大或者太小,分析如下:
b -錯誤的加熱時間
-錯誤的加熱溫度
S -錯誤的接合壓力
熔珠不規則 焊珠大小不均或高低不平,分析如下:
b 1 b 2 -錯誤的焊接步驟
-錯誤的焊接儀器
S
焊接兩邊產生高低差 夾管面不平均或者不同厚度管件 人員的焊接技術,為了避免新廠區
e
重蹈覆轍,針對施工人員焊接技術
S
品質的提升,提出五個方法,第一、
不管前一廠已實施焊工認證或是新
熔珠過小或特別突出 焊珠由於錯誤的焊接參數,產生一部分或者
完全突出的鋒利邊 進人員,一律重新進行焊工認證審
查,審查標準由主承商委任第三方
專業焊接人員進行鑑試。第二、召
集各配管包人員實施教育訓練,對
角度中的偏差 兩焊接管路角度偏差,分析如下:
-錯誤的機器 於歷年缺失部分進行講解,可以讓
e -錯誤的調整
焊接人員了解缺失的內容,並可以
300 降低累犯的可能性,大大提升管路
焊接的品質。第三、廠區缺失較多
錯誤焊接 接合面產生不完全凝固熔合,分析如下:
-焊接表面不乾淨 的人員,要求重新接受專業焊工測
-加熱溫度太高或太低
-切換時間太長 試,亦可再次確保焊接品質。第四、
每日焊接前須先做試片,並且通過
二、三級檢驗始可施作。第五、統
計每位焊工之施工缺失率,缺失率
表七、施工人員缺失統計表 高者將不允許入廠,表現優良者有
額外獎勵,管控優良焊工施工,並
10
達到廠商『擇優管理制度』。最後
比較歷年廠區與新建廠區在『機、
8 缺失過高,停止入場
缺失偏高,重新教育訓練 料、法、人』等方面之差異,如 表
允許入廠施作工程
6
缺失數量 4 九所示。
2
總結
0
A B C D E F G H I J K L M N O
施工人員
以歷年來建廠缺失案例為前車之
鑑,依重要性以『機、料、法、
人』等四大面向,確實掌握及有
5D 與施工前檢查的重要性。 圖八 人
效提升廢水系統施工品質,將以後
為管路與線槽衝突點。
以往在建廠期間,塑材管焊接缺失 系統運轉可能會遇到的風險,個個
數量偏多,其主要原因在『機』的 擊破。在執行面,首先要提升施工
管理元素,而另一個原因就是施工 機具的品質管理,其次是做好物料
74