
Page 70 - Vol.28
P. 70
Tech
Notes
技術專文
無任何異常狀況。
表 4、施工風險比較表
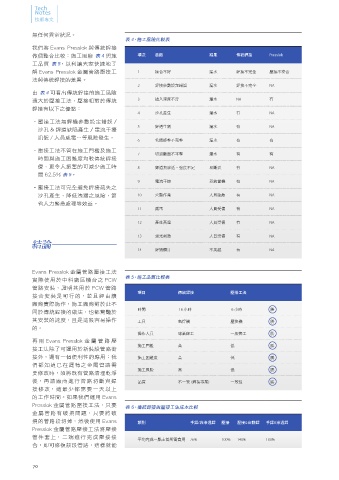
我們將 Evans Presslok 與傳統銲接
做個整合比較:施工風險 表4 與施 項次 風險 結果 傳統銲接 Presslok
工品質 表 5 ,以利讓大家快速地了
解 Evans Presslok 金屬管路壓接工 1 接合不好 漏水 銲接不完全 壓接不密合
法與傳統銲接的差異。
2 銲接參數設定錯誤 漏水 銲接不完全 NA
由 表4 可看出傳統銲接的施工風險
遠大於壓接工法,壓接相對於傳統 3 插入深度不足 漏水 NA 有
銲接有以下之優點:
4 沙孔產生 漏水 有 NA
– 壓接工法無銲機參數設定錯誤 /
5 銲道生銹 漏水 有 NA
沙孔 & 銲道缺陷產生 / 電流干擾
訊號 / 人員感電…等風險發生。
6 毛邊修整不完整 漏水 有 有
– 壓接工法不管在施工門檻及施工
7 切割斷面不平整 漏水 有 有
時間與施工困難度均較傳統銲接
優、更令人振奮的可減少施工時 8 銲道無滲透,強度不足 易斷裂 有 NA
間 62.5% 表5。
9 電流干擾 系統當機 有 NA
– 壓接工法可完全避免銲接疏失之
沙孔產生,降低洩漏之風險,節 10 火警作業 人員疏散 有 NA
省人力緊急處理等效益。
11 感電 人員受傷 有 NA
12 產生高溫 人員受傷 有 NA
13 強光刺激 人員受傷 有 NA
結論
14 銲道髒汙 不美觀 有 NA
Evans Presslok 金屬管路壓接工法
表 5、施工品質比較表
實際使用於中科廠區機台之 PCW
管路安裝,證明其用於 PCW 管路
項目 傳統銲接 壓接工法
接合安裝是可行的,並且經由讓
廠商實際施作,施工廠商對於此不
時間 16 小時 6 小時 勝
同於傳統銲接的做法,也都驚豔於
其安裝的速度,且是這般容易操作 工具 氬焊機 壓接機 勝
的。
操作人員 專業銲工 一般管工 勝
再 則 Evans Presslok 金 屬 管 路 壓
施工門檻 高 低 勝
接工法除了可運用於新裝設管路銜
接外,還有一個便利性的應用:我 施工困難度 高 低 勝
們都知道已在運轉之金屬管路需
施工風險 高 低 勝
要修改時,須將既有管路清理乾淨
後,再請廠商進行管路切斷與銲 品質 不一致 (銲接專業) 一致性 勝
接修改,這最少都需要一天以上
的工作時間。如果我們運用 Evans
Presslok 金屬管路壓接工法,只要 表 6、傳統銲接與壓接工法成本比較
金屬管路有破損問題,只要將破
損的管路段切掉,然後使用 Evans 類別 手銲/非滲透銲 壓接 壓接&自動銲 手銲&滲透銲
Presslok 金屬管路壓接工法將壓接
管件套上,二端進行完成壓接接
平均完成一點主管所需費用 76% 100% 140% 180%
合,即可修復該段管路,這樣就能
70