
Page 75 - Vol.28
P. 75
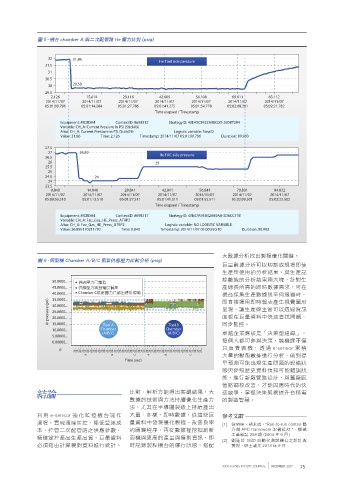
圖 5、機台 chamber A 與二次配管路 He 壓力比對 (psig)
32 31.86 He Tool side pressure
31.5
31
30.5
30 29.58
29.5
2.126 15.614 29.116 42.605 56.108 69.611 83.112
2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07
05:01:00.796 05:01:14.284 05:01:27.786 05:01:41.275 05:01:54.778 05:02:08.281 05:02:21.782
Time elapsed / Timestamp
Equipment: MCBDA4 ContextID: 8698512 StrategyID: 40E45C5422A98CD5-2B0B7294
Variable: CH_A: Current Pressure in PSI (Stick09)
Alias: CH_A: Current Pressure in PSI (Stick09) Logistic variable: StepID
Value: 31.86 Time: 2.126 Timestamp: 2014/11/07 05:01:00.796 Duration: 89.983
27.5
27 26.89
26.5 He FAC side pressure
26 25
25.5
25
24.5 24
24
23.5
0.840 14.840 28.841 42.841 56.841 70.831 84.832
2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07 2014/11/07
05:00:59.510 05:01:13.510 05:01:27.511 05:01:41.511 05:01:55.511 05:02:09.501 05:02:23.502
Time elapsed / Timestamp
Equipment: MCBDA4 ContextID: 8698517 StrategyID: 40E47A93B42A89A8-3D8CC71B
Variable: CH_A: Fac_Gas_HE_Press_ATRP2
Alias: CH_A: Fac_Gas_HE_Press_ATRP2 Logistic variable: NO LOGISTIC VARIABLE
Value: 26.895170211792 Time: 0.840 Timestamp: 2014/11/07 05:00:59.510 Duration: 90.992
大數據分析找出製程優化關鍵。
圖 6、同型機 Chamber A/B/C 氬氣供應壓力比較分析 (psig)
巨量數據分析可以切割成現場即使
生產所使用的分析結果、與生產記
50.0000... 供應壓力已離群 錄數據的分析結果兩大塊,針對生
45.0000... 供應壓力震盪幅度偏高 產線長所需的即時數據需求,可在
40.0000... Chamber C供應壓力已超出標準規範 機台採集生產數據送至伺服器時,
35.0000...
Ar pressure (psi) 30.0000... 呈現,讓生產線主管可以透過資訊
即直接運用即時報表產生視覺圖形
25.0000...
面板在巨量資料中快速查找問題、
20.0000...
15.0000...
Tool B
Tool A
10.0000... Chamber Chamber 同步監控。
(A/B/C)
(A/B/C)
5.00000... 卓越企業應該是「決策型組織」,
0.00000... 每個人都可參與決策,裝機課不僅
0 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 20... 只 負 責 裝 機, 透 過 e-sensor 累 積
大量的動態數據進行分析,做到提
A B C A B C
Time (sec)
早預測可能出現生產問題的設備狀
態與參照歷史資料預知可能錯誤狀
態,進行新廠管路設計,與舊廠區
管路調校改善,才能因應時代的快
結論 比對、解析方能得出客觀結果,大 速競爭,掌握決策契機提升台積電
數據的技術與方法持續優化生產方 的製造智慧。
法,尤其在半導體製造上持續產出
利用 e-sensor 強化監控機台運作 大量、多樣、即時數據,從這些巨 參考文獻
過程,實現遠端監控、降低營運成 量資料中發現優化製程、改善良率 [1] 徐明照、朝永成,"Run-to-run control 簡
本,控管二次配管路之供應參數, 的關鍵程序,再從數據裡挖掘創新 介與 APC framework 架構設計 ",機械
工業雜誌 258 期 (2004 年 9 月 )
精確掌控產品生產品質。巨量資料 商機與更高的產量與獲利資訊,即
[2] 劉廷哲 SMD 自動化測試機台之設計與
必須藉由計算機對資料進行統計、 時記錄製程機台的運行狀態,搭配 實現,碩士論文 2013 年 9 月
300mm FABS FACILITY JOURNAL DECEMBER 2017 75