
Page 84 - Vol.39
P. 84
52
51
64
63
62
61
73
71
74
72
Tech 53 54
Notes
技術專文
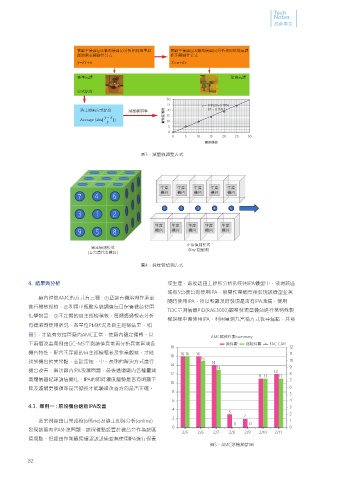
實驗室儀器(y)&廠商儀器(x)分析相同標準品 實驗室儀器(y)&廠商儀器(x)分析相同環境氣體
創造兩者關聯性公式 修正關聯性公式
= + = +
標準氣體 環境氣體
公式結合
30
25 y = 0.9929x 0.1786
-
將上述兩公式結合 減量線調整 20 R² = 0.9952
⎯ 實驗室儀器 15
Average (abs[ ]) 10
5
0
0 5 10 15 20 25 30
廠商儀器
圖3、減量線調整方式
生產 生產 生產 生產 生產
7 4 6 機台 機台 機台 機台 機台
1 2 3 4 5
3 1 2
生產 生產 生產 生產 生產
9 5 8 機台 機台 機台 機台 機台
正常偵測模式
異常偵測模式 (Bay位量測)
(立方體代表機台 )
圖4、採樣管偵測方式
4. 結果與分析 或生產,最後透由上述所分析的使用IPA機型中,發現該區
域有5台機台有使用IPA,展開作業觀察後發現該機型並無
廠內控管AMC的方式有三種 : ①透過有機溶劑作業單
隨時使用IPA,所以較難及時發現是否有IPA洩漏,使用
進行稽核巡檢,②利用小瓶酸系統調查每日保養機台使用
TOC量測儀器PID(RAE3000)觀察發現當機台進行某特殊製
化學物品,③不定期的自主巡檢稽核,每週透過報表分析
程過程中會使用IPA,利用量測九宮格方式找尋漏點,共發
有機溶劑使用狀況、各單位PM狀況及自主巡檢結果,如
圖5,才能有效控管廠內AMC正常,使廠內穩定運轉。以 AMC稽核件數summary
下兩個改善案例由GC-MS量測讀值異常再分析異常區域各 總件數 巡檢件數 FAC CAR
18 12
機台特性,配合不定期的自主巡檢稽核及作業觀察,才能 11
16 16 16 16
找到機台的異常點,並設定短、中、長期的解決方式進行 15 14 10
14 9
機台改善,解決廠內IPA洩漏問題,最後透過廠內各種量測 13 12
12 8
氣體儀器紀錄讀值變化、IPA的即時濃度趨勢是否有明顯下 11 11 11 7
10
降及濾網更換頻率是否變長才能驗證改善方向是否正確。 6
8
5
6 4
4.1. 案例一 : 前段機台逸散IPA改善 3
4
3 2
2
此案例經由日常巡檢(offline)及線上即時分析(online) 2 0 0 1
發現該區有IPA外洩問題,該採樣點設置於機台旁作為該區 0 0
2/5 2/6 2/7 2/8 2/9 2/10 2/11
環境點,但經由作業觀察確認該設備並無使用IPA進行保養
圖5、AMC巡檢統計圖
81 82 83 84
91 92 93 94