
Page 85 - Vol.39
P. 85
52
51
63
66
64
65
62
61
76
71
74
72
73
75
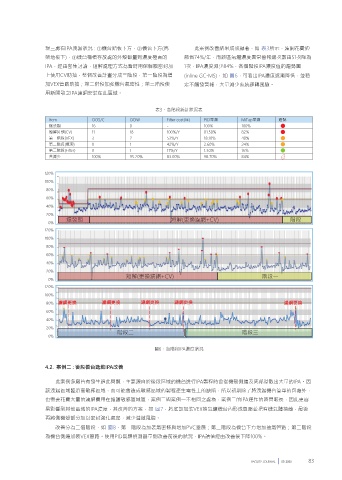
現三處有IPA洩漏狀況 : ①機台踏板下方,②機台下方(高 此案例改善結果成效顯著,如 表3所示,濾網花費約 53 54 55 56
架地板下),③機台桶槽存放處的外殼都量到濃度極高的 節省74%/年,而該區氣體濃度異常警報總次數由51次降為
IPA,經由密集討論,短解處理方式為暫時用保鮮膜密封加 1次,IPA濃度減少84%,各個階段IPA濃度值的趨勢圖
上使用CV助抽,整個改善計畫分成三階段,第一階段為增 (inline GC-MS),如 圖6,可看出IPA濃度逐漸降低,並穩
加VEX管路助抽;第二階段加強機台氣密性;第三階段使 定不觸發警報,大量減少系統運轉風險。
用新開發之IPA濾網安裝在此區域。
表3、各階段統計狀況表
Item OOS/C OOW Filter cost(年) PID量測 MiTap量測 燈號
爆發期 16 0 - 100% 100%
短解時期(CV) 11 18 100%/Y 81.50% 82%
第一階段(VEX) 3 2 53%/Y 18.10% 40%
第二階段(氣密) 0 1 42%/Y 2.60% 24%
第三階段(Filter) 0 1 17%/Y 1.30% 16%
共減少 100% 95.20% 83.00% 98.70% 84%
120%
100%
80%
60%
40%
20%
爆發期 短解(更換濾網+CV) 階段一
0%
120%
100%
80%
60%
40%
20%
短解(更換濾網+CV) 階段一
0%
120%
100%
80% 濾網更換 濾網更換 濾網更換 濾網更換 濾網更換
60%
40%
20%
階段二 階段三
0%
圖6、各階段IPA濃度狀況
4.2. 案例二 : 後段機台逸散IPA改善
此案例多廠皆有發生過此問題,主要源自於後段區域的機台進行IPA製程時會從機殼側邊及底部溢散出大量的IPA。因
該洩漏區域臨近高敏感區域,而可能會造成敏感區域的製程產生電性上的缺陷,所以初期除了將洩漏機台簡單的包覆外,
也需要花費大量的濾網費用在維護敏感區域區,案例二與案例一不相同之處為,案例二的IPA運作的時間較長,因此更容
易影響到其他區域的IPA濃度,其改善的方案,如 圖7,將底部加裝VEX抽氣讓機台內形成負壓並把有機氣體抽離,最後
再將側機殼部分加以密封強化氣密,減少溢散風險。
改善分為三個階段,如 圖8,第一階段為加裝氣密條與增加PVC垂簾;第二階段為機台下方增加抽氣管路;第三階段
為機台側邊加裝VEX管路。使用PID氣體偵測器量側改善前後的狀況,IPA讀值經由改善後下降100%。
81 82 FACILITY JOURNAL 09 2020 83 84 85 86
91 92 93 94 95 96