
Page 88 - Vol.40
P. 88
55
52
51
53
56
54
67
68
66
64
65
63
61
62
75
74
73
72
78
76
71
Tech 77 57 58
Notes
技術專文
4. 結果與分析 重計可確認排放的廢液含水率是否達允收標準,避免濃度
不足廠商拒收。系統新增分析儀器的好處雖然能第一時間
針對先進製程廠設備廢酸排放進行站前管理,透過本
發現誤排狀況但安裝前須考量儀器使用後的問題,例如 :
篇討論的兩大主題(管理層面及廠務系統強化)。以某先進
後續儀器保養、校正、維修及更換該如何執行及分析儀器
製程廠為例,設備機台運作時會使用到氣態氫氟酸(HF)及
該安裝於現有系統的什麼位置、如何安裝及法規限制等,
有機溶劑異丙醇(IPA)。設備機台廢液排放時,因機台有使
這些都是需再安裝前進行完整性的評估方可執行。對於未
用IPA,因此廢液理應選擇SUS304管路,即為各廠通用之
來新蓋的先進製程廠,藉由先前的經驗分享,建議在管路
材質管路;但在此案例卻選用SUS/Lining材質管路及WLS/
的選擇上直接選用較佳的材質,避免未來廢酸誤排造成的
WCB改用防酸腐蝕的機台,其原因為機台運作過程中,
管路損壞;但對於既有成廠而言,礙於現有空間不足限制
IPA使用後,廢液進行排放時,有機溶劑廢液中溶有大量氫
或系統現有管路考量等等,建議可評估加裝廢液即時監視
氟酸化學氣體,造成廢液呈現酸性。
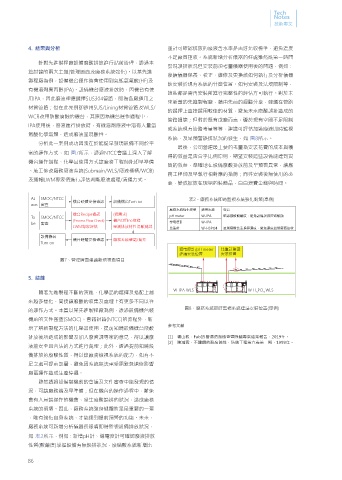
系統,及早預警誤排狀況的發生,如 圖8所示。
分析此一案例成功因素在於能提早發現設備不同於平
最後,公司營運最主要的考量為安裝花費的成本與獲
常的運作方式,如 圖7所示,透過NTCC會議上深入了解
得的效益是否合乎比例原則,期望安裝這些設備能達到實
機台運作過程、化學品使用方式讓廠務工程師能即早準備
質的效益,準確地在設備廢酸排放前及早預警異常,讓廠
、施工修改廠務廢液系統(Submain/WLS/廢液桶槽/WCB)
務工程師及早執行相對應的措施;而非安裝後無使用的必
及通報LWM專家們進行評估判斷廢液處理/清運方式。
要,變成擺放在現場的裝飾品,白白浪費金錢與時間。
5. 結論 15P7成功導入了ASRS+DHL模式,改變了半導體廠化 As SMOC/NTCC 機台硬體安檢確認 設備機台Turn on 表2、廠務系統即時監視系統強化對策(舉例)
was 審查
學品物流運作邏輯,大幅減少了人力輸送所需的時間。目 廠務系統強化安裝 適用系統 效益
經過一年多的努力,廠務終於建構出ASRS+DHL化學 機台Recipe確認 (視需求)
前各式酸、鹼類化學品已經完全導入此系統,惟有機化學 To SMOC/NTCC pH meter W-IPA 確認廢酸酸鹼度,避免設備誤排管路酸蝕
品物流新標準。廠務在最先進的N5/N7新廠區藉由收集安 be 審查 (Process Flow Check) 機台Offline取樣 導電度計 W-IPA
品(solvent) 礙於系統防爆設計規畫及法規檢討尚未完成, LWM專家評估 量測排放特性混酸測試
裝/試車/運轉,各個階段的使用者經驗,得出許多寶貴的 比重計 W-H3PO4 量測廢酸比重換算濃度,避免濃度過低廠商拒收
仍需人力搬運上機。未來展望繼續開發防爆型ASRS,期望
智慧結晶。整理如下: 設備機台 機台硬體安檢確認 廠務系統確認/擴充
有朝一日有機化學品也能達成全自動化倉儲。本專案歸功 Turn on
① 系統安裝: 於廠區的即時回饋和設計部的快速反應,讓問題迎刃而解 導電度計/pH meter 比重計建議
安裝位置
建議安裝位置
• 與DHL傳輸的RGV馬達傳送速度改為5m/min ,也讓新廠區來得及站在巨人的肩膀上,避免重蹈覆轍。 圖7、管理層面建議新增審查項目
期許這些經驗傳承,能讓既有廠區降低轉型所需面對的未
• DHL與RGV距離增加free roller使距離小於30cm
知風險,建立信心開始發展新世代的桶裝化學品高速物流 5. 結論
• 對照式sensor安裝 系統。
隨著先進製程不斷的演進,化學品的選擇及搭配上越 W-IPA WLS W-H PO WLS
3
4
• 帶狀式leak sensor 來越多樣化,間接讓廢酸的收集及處理上有更多不同以往
• manual port自動門安裝 參考文獻 的運作方式。本篇以某先進製程廠為例,透過設備機台裝 圖8、廠務系統即時監視系統建議安裝位置(舉例)
② 試車階段 : 增加測試棧板種類與數量,及早發現運轉問 [1] 呂明山(2018)。工業4.0時代來臨∶機械工業4.0。科技大觀園 機前的文件審查(SMOC)、會議討論(NTCC)的流程外,新
。2018年10月1日,取自https://scitechvista.nat.gov.tw/c/s 增了解新製程方法的化學品使用,提前知曉設備機台廢酸 參考文獻
題,及早調整。 gTm.htm
[2] 自動化立體倉儲的優越性-MBA智库百科,http://wiki.mbal 排放後所造成的影響及加入廢資課專家的意見,得以讓廢 [1] 楊山毅,Fab15管溝清潔檢查暨除鏽專案結案報告,2019年。
③ 運轉階段 : 共有6項改善,皆已列入標準設計。 ib.com/zh-tw/自動化立體倉儲的優越性。 [2] 陳鴻賓,不鏽鋼的耐腐蝕性,防蝕工程第六卷第一期,1999年。
[3] 智慧物流與倉儲專輯-RFID讓倉儲系統全面透明化,DIGITIMES 液能安全且合法的方式進行處理;此外,透過提前知曉設
• 運轉資訊不足 : 建立運轉KPI 企劃2013。 備排放的廢酸性質,得以讓廠務檢視系統的能力,如有不
• 定位sensor調整÷提早於試車階段驗證 足之處可提前部屬,避免因系統無法承受需緊急搶修影響
廠區運作造成生產停擺。
• 定位sensor誤作動÷增加集光罩
雖然透過設備裝機前的會議及文件審查中能發現的情
• DRU棧板傳送卡板÷DRU改雙動力滾輪 況,可讓廠務端及早準備;但在機台的操作過程中,難免
• 棧板膠膜干擾÷增設異常警報延時 會有人員誤操作的機會,發生廢酸誤排的狀況,造成廠務
系統的損壞。因此,廠務系統強身健體將是最重要的一環
• ASRS系統online狀態下異常無警報÷增設異常警報
,唯有強化自身系統,才能達到提前預警的功能。未來,
,提醒管理者已進入半自動操作
廠務系統可新增分析儀器長眼睛即時監視設備排放狀況,
如 表2所示,例如 : 新增pH計、導電度計可確認廢液排放
性質(酸鹼度)掌握設備有無誤排狀況,廢磷酸系統新增比
81 82 83 84 85 86 87 88
91 92 93 94 95 96 97 98