
Page 87 - Vol.40
P. 87
51
52
53
55
54
66
67
68
63
64
62
65
61
74
73
72
71
76
78
2.2 廠務系統強化 75 56 77 57 58
廠務系統強化,探討廢液IPA SUS管材遭腐蝕原因及
解決對策。現今各廠廢液IPA使用的管材,普遍皆為SUS不
鏽鋼材質,以下介紹SUS不鏽鋼特性及其使用的優劣勢。
2.2.1 SUS不鏽鋼特性 [1]
目前各廠廢液IPA使用的管材皆為SUS304不鏽鋼,其
兼具實用與價格之優勢,且具耐蝕之特性,因此被各廠廣
泛的使用。不鏽鋼的防蝕能力來自於表面穩定的氧化鉻層
從純水到強酸、強鹼、鹽水等等各種溶液。
,即使材料純度下降,只要在鋼管後製程的冷作精度、退
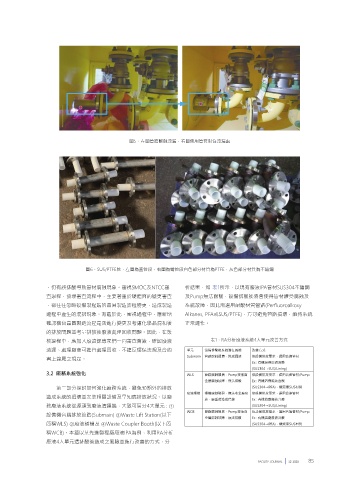
本篇以某先進製程廠IPA SUS廢液管遭設備排酸導致 圖5、左圖管路酸蝕洩漏,右圖使用管套封住洩漏處
火冷卻、清洗鈍化等環節控制得宜,讓管材內部的微觀組
管路穿蝕洩漏為例,即是發現設備排含有HF廢液造成。以
織均勻且細緻,以及確保管材表面的精度與氧化鉻層厚度
下探討鹵素對於不鏽鋼的腐蝕現象及機制。
均符合法規要求,且管材使用環境能維持通風乾燥,則不
需特別擔心不鏽鋼本身會產生腐蝕問題。然而,施工中不
2.2.3 鹵素對不鏽鋼表面的腐蝕現象
適當的熱作程序(銲接),很容易誘發不鏽鋼出現晶間腐蝕
(Intergranular Corrosion)。一般的銲接人員因不熟悉銲接 依據實驗顯示,在可溶解鐵的硝酸中,不鏽鋼可近如
5. 結論 15P7成功導入了ASRS+DHL模式,改變了半導體廠化 原理與材料冶金,僅會考慮施工銲道有無滲漏,不懂改變 白金一般完全不腐蝕、不溶解,這是由於不鏽鋼中Cr或
學品物流運作邏輯,大幅減少了人力輸送所需的時間。目 銲接參數或更換銲條成分後,會影響銲道的凝固組態與微 Cr-Ni在表面生成強固、安定的鈍化膜使得不鏽鋼具有不易
經過一年多的努力,廠務終於建構出ASRS+DHL化學
前各式酸、鹼類化學品已經完全導入此系統,惟有機化學 觀組織,而進一步影響銲道的耐蝕能力。因此,管路中最 在氧化劑中溶解的特性。然而,鈍化膜對於鹵素的腐蝕則
品物流新標準。廠務在最先進的N5/N7新廠區藉由收集安
品(solvent) 礙於系統防爆設計規畫及法規檢討尚未完成, 常發生滲漏處的地方往往就是管路銲接位置。 完全沒有保護作用,鹵素離子會使不鏽鋼表面之鈍化層發
裝/試車/運轉,各個階段的使用者經驗,得出許多寶貴的
仍需人力搬運上機。未來展望繼續開發防爆型ASRS,期望 生局部破壞,生成腐蝕孔洞;如拉力作用,亦可產生裂縫
智慧結晶。整理如下: 2.2.2 SUS不鏽鋼遭腐蝕機制 [2]
有朝一日有機化學品也能達成全自動化倉儲。本專案歸功 。鹵素造成鈍化膜破壞的原因,主要是它與鈍化膜中不穩
① 系統安裝: 於廠區的即時回饋和設計部的快速反應,讓問題迎刃而解 定部分的氧或氫氧根發生置換反應,生成氯化鹽類,造成
探討腐蝕機制,主要依靠電化學反應,不鏽鋼的抗電
• 與DHL傳輸的RGV馬達傳送速度改為5m/min ,也讓新廠區來得及站在巨人的肩膀上,避免重蹈覆轍。 化學腐蝕性,主要依靠其表面所形成的Cr O 層。接著從 薄膜的局部溶解區,成為進一步腐蝕的起點。
3
2
期許這些經驗傳承,能讓既有廠區降低轉型所需面對的未 針對被HF廢液腐蝕的IPA SUS廢液管路,目前暫時使 圖6、SUS/PTFE管,左圖為直管段,右圖為彎管段白色部分材質為PTFE,灰色部分材質為不鏽鋼
• DHL與RGV距離增加free roller使距離小於30cm 電化學反應過程來討論不鏽鋼的耐腐蝕性及防腐條件。金
知風險,建立信心開始發展新世代的桶裝化學品高速物流 屬均具有離子化傾向,並以離子狀態溶解於溶液中,以Fe 用管套封住洩漏處,如 圖5所示,得以維持系統正常運轉
• 對照式sensor安裝 系統。 ;但面對未來先進製程的挑戰選用具耐酸鹼腐蝕能力的不 ,仍有誤排酸導致管材腐蝕現象。審視SMOC及NTCC審 析結果,如 表1所示,以現有廢液IPA管材SUS304不鏽鋼
為例,Fe離子放出價電子(e),形成陽極反應,如下式所示
• 帶狀式leak sensor 鏽鋼Lining管是有其必要性的,如 圖6所示。不鏽鋼Lining 查過程,發現審查流程中,主要著重於硬體面的變更審查 及Pump無法耐酸,設備排酸後將會使得管材遭受腐蝕及
Fe→Fe +2e (1) ,卻往往忽略設備製程端的晶圓製造流程變更,造成製造 系統故障,因此需選用耐酸材質管路(Perfluoroalkoxy
2+
• manual port自動門安裝 參考文獻 管(SUS/PTFE)其管路特色為外層SUS不銹鋼,內層接液面
如果沒有相對的反應吸收這裡所放出的電子,該反應 貼附PTFE材質,兼具防爆防火抗腐蝕之特性,適用於含酸 過程中產生的混排現象。有鑑於此,審視過程中,應新增 Alkanes, PFA或SUS/PTFE),方可避免管路損壞,維持系統
② 試車階段 : 增加測試棧板種類與數量,及早發現運轉問 [1] 呂明山(2018)。工業4.0時代來臨∶機械工業4.0。科技大觀園 終將停止,但是,若Fe處於酸性溶液中,則由於氫離子 確認機台晶圓製造流程是否進行變更及考慮化學品混和後 正常運作。
。2018年10月1日,取自https://scitechvista.nat.gov.tw/c/s 鹼性的有機類溶液。PTFE(聚四氟乙烯,Polytetrafluoro-
題,及早調整。 gTm.htm (H+)之大量存在,產生 ethylene,俗稱鐵氟龍)特點為具抗酸鹼、抗各種有機溶劑 的排放問題並考量排放後廢液處理回收問題。因此,在簽
[2] 自動化立體倉儲的優越性-MBA智库百科,http://wiki.mbal
③ 運轉階段 : 共有6項改善,皆已列入標準設計。 ib.com/zh-tw/自動化立體倉儲的優越性。 2H +2e→H (2) ,幾乎不溶於所有溶劑。同時,PTFE具有耐高溫的特性, 核過程中,應加入廢資課專家們一同審查會簽,確認廢液 表1、RA分析廢液系統4大單元改善方式
+
[3] 智慧物流與倉儲專輯-RFID讓倉儲系統全面透明化,DIGITIMES 2 清運、處理廠商可進行處理回收,不違反環保法規及合約 單元 設備排酸後系統潛在風險 改善方式
• 運轉資訊不足 : 建立運轉KPI 企劃2013。 吸收電子,形成H 2 其摩擦係數極低,可做潤滑作用之餘,亦被廣泛使用於不 書上簽屬之規定。 Submain 管路腐蝕損壞,造成漏液 依設備排放需求,選用合適管材
• 定位sensor調整÷提早於試車階段驗證 而在含有氧的水溶液中,則可產生以下反應 沾鍋和水管內層的理想塗料。 Ex : 有機溶劑廢液含酸
(SUS304→SUS/Lining)
3.2 廠務系統強化 WLS 管路腐蝕損壞,Pump接液面 依設備排放需求,選用合適管材/Pump
-
• 定位sensor誤作動÷增加集光罩 O+2H O+4e→4OH (3) 3. 研究方法 金屬腐蝕故障,無法排酸 Ex : 有機溶劑廢液含酸
2
• DRU棧板傳送卡板÷DRU改雙動力滾輪 式(2)及式(3)的吸收金屬放出之電子反應,稱為陰極反 依前一章節編排,本章同樣以兩大主題進行探討 : ① 第二部分探討如何強化廠務系統,避免預期外的排放 (SUS304→PFA),機殼需SUS材質
應,這樣,由(1)(2)或(3)式所構成的陽極反應或陰極反應之 造成系統的損壞並安裝相關設備及早知曉排放狀況。以廠 廢液桶槽 桶槽腐蝕破裂,無法收全廠廢 依設備排放需求,選用合適管材
• 棧板膠膜干擾÷增設異常警報延時 管理層面 ②廠務系統強化。 液,嚴重將造成停線 Ex : 有機溶劑廢液含酸
組合,就形成了鐵的電化學腐蝕。 務廢液系統從源頭到廢液清運端,大致可區分4大單元 : ① (SUS304→SUS/Lining)
• ASRS系統online狀態下異常無警報÷增設異常警報 圖4顯示在金屬表面一部分形成電流,在陽極消耗金 3.1 管理層面 設備機台端排放管路(Submain) ②Waste Lift Station(以下 WCB 管路腐蝕損壞,Pump接液面 依設備排放需求,選用合適管材/Pump
,提醒管理者已進入半自動操作 屬,為腐蝕的主要階段,此過程的進行,電解質存在是必 簡稱WLS) ③廢液桶槽及 ④Waste Coupler Booth(以下簡 金屬腐蝕故障,無法排酸 Ex : 有機溶劑廢液含酸
(SUS304→PFA),機殼需SUS材質
要條件。電解質即含有電荷(離子)的溶液,在水中含有H+ SMOC及NTCC皆是現行的變更管理方式,新機台或 稱WCB)。本篇以某先進製程廠廢液IPA為例,利用RA分析
及OH-的大量離子,在現實中的腐蝕環境中,電解質包括 新製程皆須經過此程序方可上線使用;但在先進製程廠中 廢液4大單元遭排酸後造成之風險並進行改善的方式,分
81 82 83 84 FACILITY JOURNAL 1 2 2 0 2 0 85 86 87 88
91 92 93 94 95 96 97 98