
Page 70 - Vol.41
P. 70
55
54
53
58
57
56
51
52
Tech 59 60
Notes
技術專文
驗結果顯示預鑄所使用之五螺箍RC柱其受圍束混凝土之抗壓 2.4 預鑄施工流程
強度提升比值明顯優於傳統橫箍RC柱。
針對預鑄柱為例,依據製造圖進行鋼筋加工(螺旋箍)÷
支架主筋綁紮÷模組化定位÷混凝土澆置÷蒸氣養護成型
(如 圖7所示)。
圖7、預鑄混凝土柱施作流程
圖4、RC短柱軸壓試驗構架與試體斷面示意圖
3. 研究方法
本研究將針對預鑄柱/樑/版依據施作圖面於工廠製作過
程、成品及運送至工區吊掛組立安裝期間進行相關品質控
管說明。
3.1 預鑄構件生產流程 (如 圖8)
依據施工圖面開始進行7大施作流程,鋼筋籠綁紮÷鋼
筋籠入模÷組模及預埋件組立÷混凝土澆置/收尾/養護÷起
模÷表面粉光修飾÷構件入庫。
過程中安排4道品質查驗,包括 : 鋼筋籠檢核、澆置前
檢核、脫模強度檢核及成品檢查,以確保預鑄構件品質符合
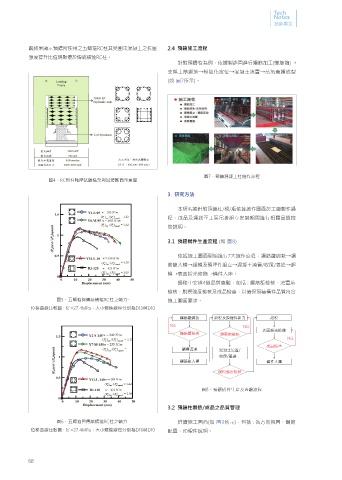
圖5、五螺箍與傳統橫箍RC柱之軸力- 施工圖面要求。
位移曲線比較圖 : fc΄=27.4MPa,大小螺箍線徑分別為D13與D10
鋼筋籠綁紮 組模及預埋件組力 起模
NG NG
表面粉光修飾
鋼筋籠檢核 澆置前檢核
NG
五螺箍矩形RC短柱軸壓試驗如 圖4所示,共進行15支 成品檢查
鋼模清潔 混凝土澆置/
大尺寸五螺箍RC短柱及2支傳統矩形橫箍RC短柱(對照組)
收尾/養護
之軸向抗壓試驗強度之比較。 鋼筋籠入模 構件入庫
一般而言,在試體開始受到軸向載重作用時,會有一段 脫模強度檢核
近似直線之受力行為;隨著載重增加的過程中,試體表面混
凝土逐漸出現細微裂縫,裂縫持續發展到最後導致箍筋外圍 圖8、預鑄構件生產及查驗流程
混凝土開裂或剝落現象。當試體持續加載到達最大軸向應力
值後,曲線隨後會有下降趨勢產生,這是由於試體外圍保護 3.2 預鑄柱製造/成品之品質管理
層剝落後導致整體強度下降。由於預鑄之圍束方式為五個螺
圖6、五螺箍與傳統橫箍RC柱之軸力- 詳讀施工圖面(如 圖9所示),包括 : 各方向視圖、鋼筋
箍筋交互嵌合而成,故即使當外圍保護層剝落後,其受箍筋
位移曲線比較圖 : fc΄=27.4MPa,大小螺箍線徑分別為D16與D10 配置、預埋件說明。
圍束部分之核心混凝土仍有很好的承載能力,曲線在過了極
限狀態後並不會有強度驟降之情況發生。由 圖5 圖6所示,試
61 62 63 64 65 66 67 68 69 70
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100