
Page 75 - Vol.43
P. 75
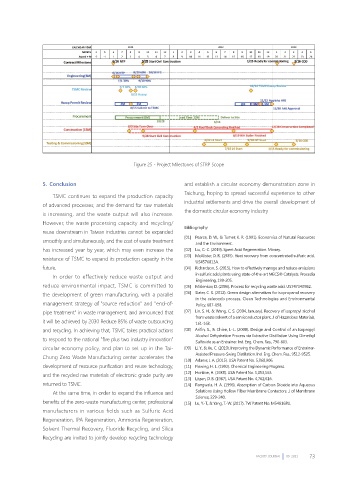
Figure 25、Project Milestones of STRP Scope
5. Conclusion and establish a circular economy demonstration zone in
Taichung, hoping to spread successful experience to other
TSMC continues to expand the production capacity
industrial settlements and drive the overall development of
of advanced processes, and the demand for raw materials
the domestic circular economy industry
is increasing, and the waste output will also increase.
However, the waste processing capacity and recycling/
Bibliography
reuse downstream in Taiwan industries cannot be expanded
[01] Pearce, D. W., & Turner, K. R. (1991). Economics of Natural Resources
smoothly and simultaneously, and the cost of waste treatment
and the Environment.
has increased year by year, which may even increase the [02] Liu, C.-C. (2019). Spent Acid Regeneration. Money.
[03] McAlister, D. R. (1985). Heat recovery from concentrated sulfuric acid.
resistance of TSMC to expand its production capacity in the
US4576813A.
future. [04] Richardson, S. (2015). How to effectively manage and reduce emissions
In order to effectively reduce waste output and in sulfuric acid plants using state-of-the-art MECS® Catalysts. Procedia
Engineering, 199-205.
reduce environmental impact, TSMC is committed to [05] Mislenkov, D. (2006). Process for recycling waste acid. US7473409B2.
the development of green manufacturing, with a parallel [06] Slater, C. S. (2012). Green design alternatives for isopropanol recovery
in the celecoxib process. Clean Technologies and Environmental
management strategy of "source reduction" and "end-of- Policy, 687-698.
pipe treatment" in waste management, and announced that [07] Lin, S. H., & Wang, C. S. (2004, January). Recovery of isopropyl alcohol
from waste solvent of a semiconductor plant. J. of Hazardous Materials,
it will be achieved by 2030 Reduce 85% of waste outsourcing 161-168.
and recycling. In achieving that, TSMC takes practical actions [08] Arifin, S., & Chien, I.-L. (2008). Design and Control of an Isopropyl
Alcohol Dehydration Process via Extractive Distillation Using Dimethyl
to respond to the national "five plus two industry innovation"
Sulfoxide as an Entrainer. Ind. Eng. Chem. Res., 790-803.
circular economy policy, and plan to set up in the Tai- [09] Li, Y., & Xu, C. (2019). Improving the Dynamic Performance of Entrainer-
Assisted Pressure-Swing Distillation. Ind. Eng. Chem. Res., 9512-9525.
Chung Zero Waste Manufacturing center accelerates the
[10] Adams, J. A. (2015). USA Patent No. 5,868,906.
development of resource purification and reuse technology, [11] Flewing, H. L. (1992). Chemical Engineering Progress.
and the recycled raw materials of electronic grade purity are [12] Horizoe, H. (1988). USA Patent No. 5,053,563.
[13] Litzen, D. B. (1987). USA Patent No. 4,762,616.
returned to TSMC. [14] Rangwala, H. A. (1996). Absorption of Carbon Dioxide into Aqueous
At the same time, in order to expand the influence and Solutions Using Hollow Filber Membrane Contactors. J. of Membrane
Science, 229-240.
benefits of the zero-waste manufacturing center, professional [15] Lu, Y.-T., & Yang, T.-W. (2017). TW Patent No. M548168U.
manufacturers in various fields such as Sulfuric Acid
Regeneration, IPA Regeneration, Ammonia Regeneration,
Solvent Thermal Recovery, Fluoride Recycling, and Silica
Recycling are invited to jointly develop recycling technology
FACILITY JOURNAL 09 2021 73